


 Рейтинг: 4.2/5.0 (1813 проголосовавших)
Рейтинг: 4.2/5.0 (1813 проголосовавших)Категория: Инструкции
С155 (СА155) - станок вертикально-сверлильный настольный, Кировакан. Руководство по эксплуатации, акт приемки, паспорт. http://www.chipmaker. iles/file/1625/
___________________________________________________________________
СУС-1 - станок вертикально-сверлильный настольный, Вильнюс. Руководство по эксплуатации. http://www.chipmaker. iles/file/2398/
___________________________________________________________________
Корвет 49 - станок вертикально-сверлильный настольный. Руководство по эксплуатации. http://www.chipmaker. iles/file/2541/
___________________________________________________________________
ВСН - станок вертикально-сверлильный настольный, Касимов. Руководство по эксплуатации. http://www.chipmaker. iles/file/3363/
__________________________________________________________________
АС2116М - станок вертикально-сверлильный настольный, Астрахань Руководство по эксплуатации. http://www.chipmaker. iles/file/3493/
__________________________________________________________________
2M103П - станок настольный вертикально-сверлильный повышенной точности, г. Кировакан (Армения), 1980г. Руководство http://www.chipmaker. iles/file/5100/
__________________________________________________________________
2Г103П - настольный вертикально-сверлильный станок повышенной точности. Калязин, 1979 г. Руководство, паспорт и акт приемки http://www.chipmaker. iles/file/5184/
__________________________________________________________________
ГС 520 - станок настольный сверлильно-фрезерный. Гомельский завод станочных узлов. Руководство по эксплуатации. http://www.chipmaker. iles/file/5210/
СН15-Ш1 - вертикально-сверлильный настольный станок 1962г. Инструкция по эксплуатации http://www.chipmaker. iles/file/5288/
__________________________________________________________________
2А112 - настольно-cверлильный станок 1978 г. Паспорт. http://www.chipmaker. iles/file/5316/
__________________________________________________________________
КД-14 - специальный сверлильный станок, г. Каунас. Руководство по эксплуатации 1976 год http://www.chipmaker. iles/file/5455/
__________________________________________________________________
ЗИМ-426 - настольно-сверлильный станок, г. Новосибирск Паспорт, Руководство по эксплуатации, Акт приёмки / испытание станка на соответствие нормам точности/ 1978 год http://www.chipmaker. iles/file/5554/
__________________________________________________________________
ИЭ-1035.ЭУ2 - машина ручная сверлильная электрическая, завод "Электроинструмент", г. Ростов-на-Дону. Паспорт 1989 год Техническое описание и Инструкция по эксплуатации http://www.chipmaker. iles/file/5559/
Сообщение отредактировал Казах: 11 November 2014 - 00:23
С-08 - настольно-сверлильный станок. Паспорт, Описание, Нормы точности, 1962 http://www.chipmaker. iles/file/5560/
____________________________________________________________________
2Н112. 2Н112П - станок настольно-сверлильный, г. Пермь. Паспорт и Руководство г. Пермь, 1960 год http://www.chipmaker. iles/file/5586/
____________________________________________________________________
2Н115ПМ - станок настольно-сверлильный, г. Пермь. Паспорт и Руководство г. Пермь, 1960 год http://www.chipmaker. iles/file/5589/
____________________________________________________________________
НС-3А - настольный вертикально-сверлильный станок до 3 мм. Паспорт и Руководство,1960 http://www.chipmaker. iles/file/5619/
____________________________________________________________________
КС-01 - станок настольный сверлильный с координатным столом Паспорт и инструкция по эксплуатации. http://www.chipmaker. iles/file/6188/
____________________________________________________________________
2СС1М - станок настольно-сверлильный бытовой руководство по эксплуатации http://www.chipmaker. iles/file/6360/
____________________________________________________________________
C-30 - настольно-сверлильный высокооборотный станок Паспорт http://www.chipmaker. iles/file/6385/
____________________________________________________________________
2053 - настольный вертикально-резьбонарезной станок повышенной точности http://www.chipmaker. iles/file/6416/
____________________________________________________________________
2Н115ПМ - станок настольно-сверлильный, г. Пермь. Руководство по эксплуатиции 1989 г. http://www.chipmaker. iles/file/6417/
Сообщение отредактировал Казах: 11 November 2013 - 17:36
2Н118 - Универсальный вертикально-сверлильный станок, Молодечно, 1971г. http://www.chipmaker.ru/files/file/69/
отрывок паспорта 2Н118-1 http://www.chipmaker. iles/file/6314/
____________________________________________________________________
2118 - Вертикально-сверлильный станок, г. Новочеркасск. Паспорт. 1952г. http://www.chipmaker.ru/files/file/70/
____________________________________________________________________
2118-А. станок вертикально-сверлильный, Молодечно. Инструкция по эксплуатации, паспорт. http://www.chipmaker. iles/file/1408/
____________________________________________________________________
С-25 - Вертикально-сверлильный станок. Паспорт. http://www.chipmaker.ru/files/file/71/
____________________________________________________________________
2А125 - станок универсальный вертикально-сверлильный. Электросхемы на 2А125, 2А135, 2А150 http://www.chipmaker. files/file/326/
2А125 - станок универсальный вертикально-сверлильный, Вильнюс. РЭ, Паспорт, Электросхема http://www.chipmaker. iles/file/6987/
2А125 -станок вертикально-сверлильный, Стерлитамак. Инструкция по эксплуатации, Паспорт, Электросхема. http://www.chipmaker. files/file/919/
____________________________________________________________________
2А135 -станок универсальный вертикально-сверлильный, г. Стерлитамак, 1960 год Описание и Руководство по обслуживанию http://www.chipmaker. iles/file/5538/
2А135 - станок универсальный вертикально-сверлильный, завод "Киргизкабельмаш", г. Фрунзе, 1973 Руководство к станку. http://www.chipmaker. iles/file/3837/
____________________________________________________________________
2Н125, 2Н135, 2Н150 - станок вертикально-сверлильный, Стерлитамак. Материалы по запасным (быстроизнашивающимся) частям. http://www.chipmaker. files/file/833/
2Н125, 2Н135, 2Н150 - универсальный вертикально-сверлильный станок
Альбом 1 - Механика
Альбом 2 - Паспорт приёмки
Альбом 3 - Электрооборудование
Альбом 4 - Каталог запчастей.
http://www.chipmaker. iles/file/4932/
2054М - станок вертикально-резьбонарезной, Краснореченский станкостроительный завод им. Фрунзе, 1976г. Паспорт, руководство по эксплуатации, чертежи быстроизнашивающихся частей. http://www.chipmaker. iles/file/1422/
2054М - станок вертикально-резьбонарезной, кабаньевский станкозавод. Руководство по эксплуатации, паспорт, чертежи быстроизнашивающихся частей. http://www.chipmaker. iles/file/1444/
____________________________________________________________________
2С132. 2С132К, 2С132Ц, 2С132ПФ2И - станки вертикально-сверлильные Руководство по эксплуатации 1989 год http://www.chipmaker. iles/file/5213/
____________________________________________________________________
МН-18 Молодечно Паспорт http://www.chipmaker. iles/file/6858/
____________________________________________________________________
МН-18-52 Молодечно Паспорт http://www.chipmaker. iles/file/6859/
____________________________________________________________________
Сообщение отредактировал Казах: 29 August 2012 - 17:23
ВС-43 - специальный настольно-шарнирный радиально-сверлильный станок, г. Витебск. Станкостроительный завод им. Коминтерна. Паспорт http://www.chipmaker. iles/file/7529/
________________________________________________________________________________________________
2ЛС-2 - станок бытовой настольно-сверлильный, Лебединский завод ст. узлов. Паспорт http://www.chipmaker. iles/file/7718/
________________________________________________________________________________________________
2135 - универсальный вертикально-сверлильный станок. Руководство http://www.chipmaker. iles/file/8007/
_______________________________________________________________________________________________
G&L Bickford 13"-19" Chipmaster радиально-сверлильные станки. Рекламный буклет http://www.chipmaker. iles/file/8049/
__________________________________________________________________________________________________
ACIERA Type 22 - станок консольный сверлильный, Швейцария. Электрическая схема http://www.chipmaker. iles/file/8091/
________________________________________________________________________________________
CSEPEL RF31 (ЧЕПЕЛЬ RF31, аналог 2М57) - станок радиально-сверлильный, Будапешт, Венгрия, 1961. Паспорт http://www.chipmaker. iles/file/8365/
_________________________________________________________________________________________________
2Б125, станок вертикально-сверлильный, пос. Краснореченское. Руководство по эксплуатации и паспорт http://www.chipmaker. iles/file/8861/
___________________________________________________________________________________________________
2Н125, 2Н135, 2Н150, универсальный вертикально-сверлильный станок. Альбом запасных частей 2Н125.00.000 РЭЗ
http://www.chipmaker. iles/file/8968/
__________________________________________________________________________________________________
ЗИМ-427А - настольно-сверлильный станок, Новосибирск. Паспорт http://www.chipmaker. iles/file/9290/
___________________________________________________________________________________________________
CSEPEL RFh100 (ЧЕПЕЛЬ RFh100) - станок радиально-сверлильный, Будапешт, Венгрия, 1983. Паспорт http://www.chipmaker. iles/file/9699/
___________________________________________________________________________________________________
Сообщение отредактировал Казах: 05 November 2014 - 17:19




















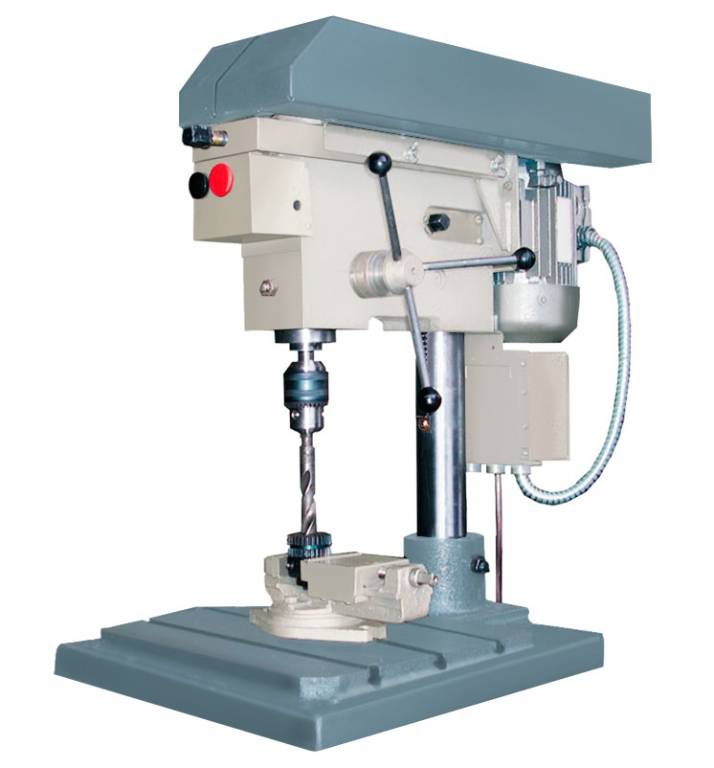
В данной статье будет рассмотрен один из самых популярных вертикально-сверлильных станков для мелкосерийного промышленного использования — 2А135, руководство по эксплуатации, кинематическая схема и узлы. Данный агрегат широко востребован в самых разных сферах промышленности и бытового использования уже свыше 40 лет. Бирка завода-производителя Мы познакомимся с техническими характеристиками данного устройства, рассмотрим его паспорт, руководство по эксплуатации, кинематическая схема и узлы, изучим особенности конструкции, а также определим, какими сильными и слабыми сторонами обладает эта модель. Вертикально сверлильный агрегат 2А135, безусловно, не обладает тем же удобством эксплуатации и количеством разнообразных функций, что и качественные современные сверлильные станки. Однако функций, которыми оборудовано устройство, вполне достаточно для выполнения основных видов работ не только в бытово-гаражном, но и при промышленном использовании, а сверлит данная модель, благодаря своей мощности, ничуть не хуже, чем большая часть современных аналогов. Схема хода шпинделя модели 2А135 составляет 225 миллиметров, при этом, салазки шпинделя, как свидетельствует технический паспорт или руководство по эксплуатации, могут регулироваться в пределах 200 мм. За один полный оборот штурвала шпиндель перемещается на 122,46 миллиметра. Максимально возможное изменение положения сверлильной головки равно 130 миллиметрам. Сам шпиндель выполнен по стандарту Морзе 4, что дает возможность использовать сверла с конусообразным хвостовиком. Количество оборотов в минуту, в зависимости от выбранной скорости, варьируется в пределах от 68 до 1100. Всего по паспорту у модели 2А135 девять скоростей вращения шпинделя Из электрооборудования модели 2А135 можно выделить систему автоматической подачи охлаждающей жидкости, для которой используется схема насоса типа Х14-22М в разное время устанавливались отличающиеся друг от друга насосы, смотрите паспорт вашего устройства или руководство. Станок 2А135 производства Стерлитамакского завода после капремонта Основные функциональные характеристики модели 2А135 следующие: максимальный диаметр сверления стали толщиною 45 мм, соответствующей стандарту ГОСТ 1050-75 — 35 мм; максимальное расстояние от опорной плиты до торцевого края шпинделя составляет 1130 мм, минимальное — 705 мм; максимальное расстояние от рабочего стола до торца шпинделя — 750 мм, минимальное — 0 мм; вылет шпинделя установленного в вертикальном положении по отношению к несущей колонне, как указывает паспорт, составляет 300 мм. Касаемо механических характеристик модели 2А135, то руководство показывает: максимальное усилие подачи составляет 1600 килограмм, число рабочих подач — 11, на один оборот шпинделя на вертикальную подачу приходится 0,115-1,6 мм. Габаритные характеристики модели 2А135: размеры: высота — 250 см, длина — 124 см, ширина — 81 см; вес агрегата в сборе — 1300 килограмм; размеры рабочей поверхности — 450?500 миллиметров. На несущей колонне рабочий стол может двигаться на 325 мм. Сам стол оборудован тремя пазами Т-образной формы, на которые могут монтироваться тиски, и другие конструкции для фиксации заготовки. Стоит отметить, что у моделей разного года выпуска, а также у аналогичных станков, прямо скопированных, либо сделанных на основе 2А135 или 2Н 2118, могут отличаться технические характеристики и схема работы. По этому, чтобы точно знать, какими характеристиками обладает ваше устройство, ищите на просторах интернета технический паспорт или руководство, соответствующее году выпуска вашего станка. Так выглядит вертикальный сверлильный станок 2А135 в производственном цеху 1. Блок регулировки скоростей модели 2А135, как и 2Н 2118 представляет собою чугунную коробку, в которой расположен редуктор шпинделя шестеренчатого типа, и механизм переключения скоростей. Передача крутящего момента от электрического привода на редуктор осуществляется посредством клиноременной передачи. Редуктор и двигатель располагаются в вертикальном положении по отношению друг к другу. Редуктор закреплен на двигающемся кронштейне, что позволяет посредством изменения расположения редуктора внутри корпуса задавать требуемое натяжении ремней. Опорная подставка, выполненная из чугуна, по совместительству является резервуаром для хранения охлаждающей жидкости, которая подается на рабочий элемент станка. Поверх опорной плиты установлен электрический насос Х14-22М, который соединяется с резервуаром и местом подачи охлаждающей жидкости гибкими трубками. Трубки оборудованы краником, позволяющим регулировать количество подающейся к сверлу жидкости. Габариты сверлильного станка 2А135 Для того чтобы система водяного охлаждения функционировала в нормальном режиме, оператору станка требуется раз в месяц или чаще, смотрите паспорт инструкцию к устройству вашего года выпуска выполнять очистку отстойника от отфильтрованных механических загрязнений. Шпиндель соединяется с коробкой передач посредством двойной шестерни, расположенной на верхней части его оси. Механизм передачи крутящего момента привода оборудован динамической системой отключения, которая выполняет отключение механической подачи при возникновении перегрузок при непредвиденном блокировании сверла. Такая система способствует значительному увеличению безопасности работы и уменьшает износ оборудования. Вертикальный сверлильный станок 2А135, как и 2Н 2118 прошел проверку временем, он с успехом используется в цехах заводов, производственных предприятиях и в мастерских народных умельцев уже на протяжении не одного десятка лет. Более того, есть все основания полагать, что он будет использоваться ещё столько же, в то время как большая часть современных сверлильных агрегатов подлежат замене спустя 5-6 лет эксплуатации, как например настольный станок с ЧПУ. Также стоит отметить, что ни одному из всех производимых аналогов данной модели, таких как Ка-232 украинского производства, РК032 производства Болгарии, либо белорусского 2Т150, не удалось добиться тех же эксплуатационных характеристик, которые смогли придать своему детищу инженеры Стерлитамакского завода сверлильного оборудования. К неоспоримым преимуществам модели 2А135 можно отнести следующие факторы: Долговечность и простота обслуживания. Предельная простота конструкции, в совокупности с высочайшим качеством используемых материалов, обеспечивают максимальный рабочий ресурс данной модели. То, что в СССР не было привычки экономить на промышленном оборудовании, отлично видно по станку 2А135. Даже если в конструкции сверлильного станка что-то выйдет из строя, то вследствие дешевизны и доступности любых комплектующих, ремонт агрегата не составит никаких проблем. Проектировался же 2А135 так, чтобы ломаться как реже, и не доставлять излишних хлопот во время эксплуатации, с чем он, по сути, отлично справляется. Кинематическая схема станка 2А135 Цена. Схожие по техническим характеристикам и функциональности с 2А135 современные сверлильные станки или настольный станок с ЧПУ, стоят в несколько раз. При этом сложно сказать, что советский агрегат сильно отличается от современного оборудования по своему основному назначению — сверлит он не менее эффективно. Мощности мотора и количества режимов работы более чем хватает для обработки любого металла. При этом, даже сейчас есть возможность приобрести модели, которым по 15-20 лет в отличном состоянии, имеющие паспорт и всю сопутствующую документацию. Производитель подтверждает, что основным недостатком данной модели, в сравнении с современными аналогами, является моральное устаревание в плане эргономичности и удобства работы. Данное устройство не оборудовано сложной электроникой, лазерами и другими маркетинговыми примочками, 2А135 просто сверлит, и делает это очень хорошо. В зависимости от требований, выдвигаемых к точности сверления, данный процесс может выполняться как по обычной карандашной разметке, так и с применением кондуктора. Рассверливание выполняется посредством последовательной замены рабочих сверл на сверла большего диаметра до тех пор, пока не будет получено отверстие требуемых размеров. Бережно эксплуатируемый 2А135 может находится в отличном состоянии и спустя 40 лет с момента производства Важным требованием к технологии выполнения рассверливания на 2А135 также на универсальный сверлильный станок 2а112 или настольный 2н106п является необходимость использования первого сверла диаметром больше, чем размер перемычки на втором сверле. В таком случае уменьшается осевая сила сопротивления. В случае если сверла подобраны не правильно, и перемычка второго сверла полностью не погружается в просверленное отверстие, резко возрастает осевое сопротивление, так как перемычка выдавливает металл, а не врезается в. Зенкерование — это увеличение диаметра сквозных отверстий в объемных деталях, которое способствует улучшению качества их формы — зенкерование дает возможность уменьшить конусность, овальность, и улучшить разбивку металлической заготовки. Зенкера, использующиеся для данного процесса, по своей форме похожи на классические спиральные сверла, использующиеся на 2А135 для сверления, однако они оборудованы большим количеством режущих кромок и увеличенным числом спиральных контуров. Паспорт станка указывает, зенкера какого диаметра можно использовать. Развертывание дает возможность получить предельно точные размеры идеально гладкие, без какой-либо шероховатости, стенки просверленного отверстия. Развертки для 2А135 как и на настольный станок 2с132, 2н106п или вертикально сверлильный станок 2т140 выполняются в виде конических, либо цилиндрических конструкций, оборудованных от 6 до 12 рабочими зубьями. Основные элементы развертки — хвостовик, шейка, и рабочая часть из твердосплавного металла. Коробка скоростей сверлильного станка 2А135 Чтобы создать в обрабатываемой металлической заготовки коническое отверстие, изначально в ней нужно просверлить обычное цилиндрическое отверстие требуемого диаметра, после чего отверстие обрабатывается коническим зенкером ступенчатого типа. Далее в ход идет развертка конической формы. На втором этапе рекомендуется использовать модели разверток, оборудованные стружкоразделительными канавками, так как они лучше подходят для грубой обработки металла. По завершению грубого развертывания, на напольный вертикально сверлильный станок 2А135 устанавливается развертка конической формы с гладкими режущими кромками, и выполняется чистовое развертывание. В зависимости от требуемой формы отверстия могут использоваться как цилиндрические, так и конические зенковки. Как правило, зенковки для твердого металла оборудованы 4 — 8 торцовыми зубьями, что гарантирует достаточно высокую продуктивность обработки заготовок. Все зенковки цилиндрической формы для модели 2А135 снабжены специальными круглыми направляющими головками, благодаря которым обеспечивается ровная ось углубление зенковки в отверстие, и гарантируется точность внутренней резьбы.
Материалы по теме
К каждому сверлильному станку прилагается инструкция по эксплуатации сверлильного станка. Перед началом работы внимательно изучите ее. Если вы не будете соблюдать требования, написанные в ней, то можете вывести из строя станок. Но это не самое страшное. Хуже то, что вы подвергнете свое здоровье или свою жизнь опасности. Все требования инструкции появились неспроста, многие пункты добавлялись после несчастных случаев.
Инструкция по эксплуатации сверлильного станка содержит правила, касающиеся правильной эксплуатации станка (транспортировка, монтаж, пуск в работы, правила работы, правила обслуживания и ремонта). Отдельно выделены правила техники безопасности при работе на этом станке. Рассмотрим некоторые пункты правил поподробнее.
Рассмотрим некоторые пункты правил поподробнее.
1. Перед включением станка обязательно проверьте отсутствие внешних повреждений, надежность крепления деталей станка и наличие заземления. Если обнаружите что-то подозрительное, сразу вызовите специалиста. В этом случае лучше перестраховаться.
2. Обратите внимание на свою одежду. Дело в том, что станок имеет открытые вращающиеся части, на которые могут намотаться ваша одежда и вас может притянуть в опасную зону. Поэтому ваша одежда должна быть застегнута, длинные волосы убраны под головной убор. Применение перчаток тоже не допускается.
3. Установку сверла производите с помощью специального ключа. При этом вы можете быть уверены в его надежном закреплении в патроне.
4. Не держите обрабатываемую деталь в руках, для этого есть специальные тиски.
Это предотвратит ваши руки от повреждения.
5. После окончания сверления не пытайтесь остановить вращение сверла. Вы можете повредить свои руки или поломать сверло.
6. Не удаляйте стружку руками. Она не только острая, но и горячая. Для удаления стружки есть специальные крючки.
7. При любых отклонениях от нормальной работы, сразу выключайте станок.
В инструкции на станок есть много других правил, которые касаются непосредственно к данной модели станка. Изучите их внимательно и используйте станок только по назначению.
 Многошпиндельный сверлильно-присадочный станок
Многошпиндельный сверлильно-присадочный станок
Многошпиндельный сверлильно-присадочный станок разработан специально для мебельной промышленности. В середине двадцатого века начали изготавливать корпусную мебель. При этой технологии.
 Как выбрать сверлильный станок
Как выбрать сверлильный станок
Всякий мастер в своей практике сталкивается с необходимостью сверления отверстия в заготовках. Выполнить такую работу качественно и точно можно только на сверлильном станке. Для того чтобы суметь выбрать.
Автор: sngsneg. 20 Сен 2015
Инструкция по охране труда при работе на вертикально-сверлильном станке
1. Общие требования охраны труда
1.1. Данная инструкция составлена на основании типовой инструкции по охране труда для станочника широкого профиля, токаря, фрезеровщика, шлифовщика, полировщика, заточника (ТОИ Р-31-204-97).
1.2. Требования охраны труда, изложенные в инструкции по охране труда при работе на вертикально-сверлильном станке, распространяются на лиц, выполняющих обработку металлов на металлорежущих станках (токарных, сверлильно-расточных, фрезерных, строгальных, долбежных, протяжных, зуборезных, отрезных, шлифовальных), а также совмещающих другие профессии с профессиями токаря, фрезеровщика, зуборезчика, шлифовщика, изолировщика, заточника (станочника широкого профиля).
1.3. К выполнению процесса обработки металлов резанием допускаются лица не моложе 18 лет, прошедшие медицинский осмотр, имеющие соответствующую профессию, квалификационный разряд, прошедшие инструктажи и обучение безопасным методам выполнения работ.
1.4. Инструктаж по охране труда и обучение по охране труда обязательны для всех работающих и вновь поступающих на работу, в том числе для проходящих производственную практику.
1.5. При выполнении работ станочник может контактировать с опасными и вредными производственными факторами. ОПАСНЫМ производственным фактором называется фактор, воздействие которого на работающего, в определенных условиях, может привести к травме или к внезапному ухудшению здоровья, ВРЕДНЫМ — к снижению работоспособности или к заболеваниям.
1.6. При работах на сверлильных станках возможны воздействия следующих опасных и вредных производственных факторов:
— повышенное значение напряжения в электрической цепи, замыкание которой может произойти через тело человека;
— отскакивающие при обработке стружка и осколки металла с повышенной температурой поверхностей;
— высокая температура поверхности обрабатываемых деталей и инструмента;
— повышенный уровень вибрации и шум;
— мелкая стружка и аэрозоли смазочно — охлаждающей жидкости;
— движущиеся и вращающиеся части станка, передвигающиеся изделия, заготовки, материалы;
— недостаточная освещенность рабочей зоны, наличие прямой и отраженной блесткости.
1.7. При выполнении работы, в соответствии с видом опасных и вредных производственных факторов, работник обязан пользоваться средствами индивидуальной защиты (спецодеждой, спецобувью и предохранительными приспособлениями: очками, респиратором, наушниками и др.) с обязательным выполнением правил личной гигиены.
1.8. При применении на станках обильного охлаждения эмульсиями, маслами, скипидаром, керосином рабочим выдаются защитные пасты.
1.9. Наряду с требованиями инструкции по охране труда при работе на вертикально-сверлильном станке станочник должен соблюдать:
— требования, изложенные в тарифно-квалификационных характеристиках, предъявляемые к уровню теоретических и практических знаний работающего соответствующей квалификации;
— технологический процесс выполняемой работы;
— правила технической эксплуатации оборудования, приспособлений, инструмента, при помощи которых он работает или которые обслуживает;
— правила внутреннего трудового распорядка.
1.10. При выполнении порученной работы станочник не должен покидать свое рабочее место без разрешения руководителя или принимать участие в производстве работ, ему не порученных. Во время работы не разрешается курить и принимать пищу.
1.11. Если пол скользкий (облит маслом, эмульсией), рабочий обязан потребовать, чтобы его посыпали опилками, или сделать это самому.
1.12. Масса груза при ручной переноске по ровной поверхности не должна превышать: для мужчин — 20 кг, для женщин — 10 кг, для юношей от 16 до 18 лет — 16 кг. В остальных случаях груз должен перемещаться с помощью механизмов и приспособлений.
Работы по установке на станки, прессы, транспортные устройства деталей, приспособлений, инструмента массой более 20 кг должны быть механизированы.
1.13. При работе на сверлильном станке работнику запрещается:
— работать при отсутствии на полу под ногами деревянной решетки по длине станка, исключающей попадание обуви между рейками и обеспечивающей свободное прохождение стружки;
— работать на станке с оборванным заземляющим проводом, а также при отсутствии или неисправности блокировочных устройств;
— стоять и проходить под поднятым грузом;
— проходить в местах, не предназначенных для прохода людей;
— заходить без разрешения за ограждения технологического оборудования;
— снимать ограждения опасных зон работающего оборудования;
— мыть руки в эмульсии, масле, керосине и вытирать их обтирочными концами, загрязненными стружкой.
1.14. Запрещается пользоваться инструментами, приспособлениями, работать на оборудовании, обращению с которыми работник не обучен и не проинструктирован.
1.15. В случаях травмирования или недомогания необходимо прекратить работу, известить об этом руководителя работ и обратиться в медицинское учреждение.
1.16. Обо всех замеченных неисправностях станков, оборудования и устройств необходимо немедленно сообщить руководителю подразделения.
1.17. За нарушение требований настоящей инструкции станочник несет ответственность согласно действующему законодательству РФ.
2. Требования охраны труда перед началом работы
2.1. При выполнении опасных и редко выполняемых работ станочник должен получить целевой инструктаж по безопасности труда от руководителя.
2.2. Перед началом работ необходимо привести в порядок рабочую одежду, убрать волосы под головной убор, приготовить необходимый инструмент, крючок для удаления стружки, предохранительные приспособления (очки, наушники, респиратор), осмотреть станочное оборудование, грузоподъемные средства и инструмент, определить их исправность и готовность к использованию.
2.3. Рабочее место должно быть чистым и достаточно освещенным, проходы, места у станочного оборудования свободны от инструментов, деталей и расходного материала. Оснастка, заготовки, готовые детали и отходы производства должны находиться на специальных стеллажах, столах, в таре.
2.4. Для работы сидя рабочее место должно иметь стул (сидение) с регулируемыми высотой и наклоном спинки. Около станка на полу должны быть исправные деревянные решетки (настилы) на всю длину рабочей зоны и шириной не менее 0,6 м. Специальные площадки, подножки, ступеньки, лестницы, предназначенные для доступа к высокорасположенным органам управления станков, должны быть исправны и надежно закреплены.
2.5. Станочное оборудование и верстаки должны быть оборудованы низковольтным освещением. При использовании на станках люминесцентного освещения должна быть обеспечена защита обслуживающего персонала от стробоскопического эффекта, появляющегося на движущихся частях станка.
2.6. Перед пуском станка необходимо проверить наличие и исправность:
— ограждений зубчатых колес, приводных ремней, валиков, приводов и др. а также токоведущих частей аппаратуры (пускателей, рубильников и др.). Откидные, раздвижные и съемные ограждения должны удерживаться от самопроизвольного перемещения;
— заземляющих устройств;
— предохранительных устройств для защиты от стружки, охлаждающих жидкостей. Шланги, подводящие охлаждающую жидкость, должны размещаться так, чтобы было исключено соприкосновение их с режущим инструментом и движущимися частями станка;
— устройств для крепления инструмента (отсутствие трещин, прочность крепления пластинок твердого сплава, стружколомающих порогов и пр.).
2.7. Станочник должен обеспечить достаточную смазку станка, пользуясь при этом специальными приспособлениями, проверить правильность работы блокирующих устройств и убедиться, что на станке нет посторонних предметов.
2.8. При включении станка на холостом ходу проверяется:
— исправность органов управления (механизмов главного движения, подачи, пуска, останова движения и др.);
— исправность системы смазки и охлаждения;
— исправность фиксации рычагов включения и переключения (должна быть исключена возможность самопроизвольного переключения);
— нет ли заеданий или излишней слабины в движущихся частях станка (в шпинделе, в продольных и поперечных салазках суппорта).
2.9. Режущий, измерительный, крепежный инструмент и приспособления должны быть разложены в удобном для пользования порядке. Работать разрешается только исправным инструментом, приспособлениями и применять их строго по назначению.
2.10. Режущий инструмент должен быть правильно заточен, хвостовики и посадочные места не должны иметь повреждений, деформаций.
2.11. Гаечные ключи должны иметь зев, соответствующий размеру гаек, головок болтов, быть без трещин, выбоин и заусениц. Губки ключей должны быть параллельны. Раздвижные ключи не должны иметь излишней слабины в подвижных частях. Не разрешается пользоваться гаечными ключами, подкладывая пластинки между гайками и ключом, наращивать рукоятки ключей при помощи другого ключа, труб и др. предметов.
2.12. Ручные инструменты для рубки и пробивки металла (зубила, крейцмейсели, бородки, просечки и др.) должны отвечать следующим требованиям:
— режущая кромка не должна иметь повреждений;
боковые грани в местах, где инструмент поддерживают руками, не должны иметь острых кромок, заусениц и трещин;
— длина инструмента должна быть не менее 150 мм, кернера — 100 мм.
2.13. Напильники, рашпили, шаберы, молотки должны быть прочно насажены на деревянные ручки.
2.14. Абразивные круги должны быть надежно закреплены, не иметь трещин и выбоин. Между кругом и зажимными фланцами необходимы прокладки толщиной 0,5 — 1 мм. Зазор между абразивным кругом и подручником должен быль не более 3 мм.
2.15. Запрещается работать на неисправном оборудовании, использовать неисправный инструмент, самостоятельно производить ремонт станков и оборудования, не предусмотренный квалификационной характеристикой работающего.
3. Требования охраны труда во время работы
3.1. Требования безопасности должны выполняться на протяжении всего технологического процесса, включая операции технического контроля, транспортировки, складирования объектов обработки и уборки отходов производства.
3.2. Технологические процессы, связанные с опасностью взрыва и пожара, должны проводиться с соблюдением специальных дополнительных требований (обработка бериллия, его сплавов, титановых, магниевых сплавов и др.).
3.3. Работать на станках, автоматических линиях и других металлообрабатывающих механизмах при отсутствии или неисправности блокирующих устройств пуска станков с защитными ограждениями зубчатых, ременных, цепных передач, редукторов запрещается. При выполнении работ строго запрещается нарушать требования инструкции по охране труда при работе на вертикально-сверлильном станке.
3.4. Не допускается работать на станках в рукавицах или перчатках, а также с забинтованными пальцами без напальчников.
3.5. Перед установкой на станке детали необходимо протереть ее и поверхность закрепляющих устройств.
3.6. Устанавливать и снимать режущий инструмент можно только после полной остановки станка.
3.7. При одновременном закреплении нескольких заготовок зажим их должен быть равномерным.
3.8. Перемещения рукояток при зажиме и отжиме изделия не должны быть направлены в сторону инструмента.
3.9. При обработке резанием заготовок, выходящих за пределы оборудования, должны быть установлены переносные ограждения и знаки безопасности.
3.10. При обработке деталей следует применять режимы резания, указанные в операционной карте для данной детали. Нельзя увеличивать установленные режимы резания без ведома мастера.
3.11. Во время работы станка нельзя брать или подавать через работающий станок какие-либо предметы, подтягивать болты, гайки и другие соединительные детали станка.
3.12. Ручная проверка размеров обрабатываемых деталей и снятие деталей для контроля должны производиться только при отключенных механизмах вращения или перемещения заготовок, инструмента, приспособлений. Во время работы станков и механизмов проверка размеров деталей должна осуществляться автоматически действующими контрольно-измерительными приборами или специальными устройствами.
3.13. Охлаждать режущий инструмент мокрыми тряпками или щетками запрещается.
3.14. На металлорежущих станках, имеющих приспособления для охлаждения режущего инструмента свободно падающей струей (поливом) или распыленной жидкостью, выделяющей вредные аэрозоли, должны быть оборудованы газоприемники для удаления этих аэрозолей непосредственно с места их образования.
Нельзя работать на станках и механизмах при разбрызгивании или растекании СОЖ, масла на пол. Для защиты от брызг должны устанавливаться щитки.
3.15. Работать на металлообрабатывающих станках при отсутствии или неисправности экранов и ограждений, защищающих работающих от отлетающих стружек и частиц металла, запрещается.
3.16. Если станки по своей конструкции не обеспечены защитными устройствами (экранами), необходимо пользоваться защитными очками.
При обработке хрупких металлов (чугуна, бронзы, латуни), а также пластмассы и текстолита, дающих отлетающую стружку, и при дроблении стальной стружки в процессе обработки должны применяться пылестружкоприемники (отсосы), удаляющие пыль и стружку с места их образования. При обработке вязких металлов, дающих сливную стружку, необходимо применять резцы со специальными стружколомающими устройствами.
3.17. Станочник должен следить за своевременным удалением стружки с рабочего места и станка, не допускать наматывания стружки на обрабатываемый предмет или резец, не направлять вьющуюся стружку на себя. Для удаления стружки необходимо пользоваться щетками, крючками и кисточками с деревянными ручками длиной не менее 250 мм. Запрещается удалять стружку непосредственно руками, применять случайный инструмент или крючки с ручкой в виде петли.
3.18. При возникновении вибрации надо остановить станок и принять меры к ее устранению, проверить крепление резца и детали.
3.19. Станочник должен остановить станок и выключить электродвигатель при:
— уходе от станка даже на короткое время;
— временном прекращении работы;
— перерыве в подаче электроэнергии;
— уборке, смазке, чистке станка;
— обнаружении неисправности в оборудовании;
— подтягивании болтов, гаек и других соединительных деталей станка;
— установке, измерении и съеме детали;
— проверке или зачистке режущей кромки резца;
— снятии и надевании ремней на шкивы станка.
3.20. К производству работ с помощью грузоподъемных машин, управляемых с пола, и подвешиванию груза на крюк этих машин рабочие допускаются после инструктажа и проверки навыков по управлению машинами и застропке грузов.
3.21. Не допускается мыть руки в масле, эмульсии, керосине, вытирать их обтирочными концами, загрязненными стружкой.
3.22. При приготовлении растворов порошкообразных и гранулированных моющих средств для промывки систем охлаждения работающие должны использовать маски или респираторы.
3.23. Освобождающаяся тара и упаковочные материалы должны своевременно удаляться с рабочих мест в отведенные для этой цели места.
3.24. Обтирочный материал (ветошь) хранят в специальной, плотно закрывающейся металлической таре, в специально отведенных местах. По мере накопления использованных обтирочных материалов, но не реже одного раза в смену, тара должна очищаться.
3.25. Хранение и транспортировка СОЖ должна осуществляться в чистых стальных бочках, бидонах, банках, а также в емкостях, изготовленных из белой жести или пластмассы.
3.26. Уборка рабочих мест от стружки и пыли должна производиться способом, исключающим пылеобразование. Не допускается обдувать сжатым воздухом обрабатываемую поверхность и станок.
3.27. При ремонте станка на пульте управления должна быть вывешена табличка с надписью «НЕ ВКЛЮЧАТЬ! РЕМОНТ».
3.28. Требования охраны труда при работах на сверлильных станках.
3.28.1. При работах на сверлильных станках должны выполняться следующие требования безопасности:
— перед началом работы необходимо проверить, что приспособления для закрепления рабочего инструмента обеспечивают надежный зажим, точное центрирование инструмента и не имеют выступающих частей (кулачков, винтов, клиньев, планок). При невозможности выполнения этого требования выступающие части должны быть закрыты гладкими кожухами;
— многошпиндельные сверлильные станки должны быть снабжены устройством для отдельного пуска и выключения каждого шпинделя. Если в работе используется один шпиндель, остальные должны быть выключены;
— вертикально-сверлильные, радиально-сверлильные, координатно-сверлильные станки должны иметь исправные устройства, предупреждающие самопроизвольное опускание траверса, хобота, кронштейна.
Запрещается работать на станках, которые не отвечают указанным требованиям.
3.28.2. Установка режущих инструментов производится при полном останове станка, при этом необходимо следить за надежностью и прочностью их крепления и правильностью центровки. При смене инструмента надо опустить шпиндель. При замене инструмента на многошпиндельных головках должны применяться специальные подставки, исключающие падение головки.
3.28.3. Обрабатываемые детали, тиски и приспособления на сверлильных станках должны надежно закрепляться на столе или фундаментной плите. Крепление производится специальными крепежными деталями: болтами, соответствующими пазу стола, прижимными планками, упорами и др. Тиски должны быть исправны, а насечки их губок несработанными.
3.28.4. Установка деталей на станок и снятие их со станка производится при нахождении шпинделя с режущим инструментом в исходном положении, кроме станков, оснащенных специальным многоместным приспособлением, обеспечивающим загрузку детали вне рабочей зоны.
3.28.5. Режущий инструмент надо подводить к обрабатываемой детали плавно, без удара.
3.28.6. При ослаблении крепления патрона, а также если деталь поворачивается на столе вместе со сверлом, следует немедленно остановить станок и произвести нужное крепление.
3.28.7. В случае заедания инструмента, поломки хвостовика сверла, метчика или другого инструмента необходимо немедленно выключить станок. При замене патрона или сверла используется деревянная выколотка.
3.28.8. При сверлении на станках, где нет защитных устройств от стружки, надо пользоваться защитными очками или предохранительным щитком из прозрачного материала.
3.28.9. При сверлении глубоких отверстий следует периодически выводить сверло из отверстия для удаления стружки.
3.28.10.При сверлении отверстий в вязких металлах должны применяться спиральные сверла со стружкодробящими канавками.
3.28.11.Удалять стружку с обрабатываемой детали и со стола можно только тогда, когда инструмент остановлен.
3.28.12.Перед остановом станка надо отвести инструмент от обрабатываемой детали.
3.28.13. При работе на сверлильных станках запрещается:
— обрабатывать детали, не закрепленные в соответствующих приспособлениях (тисках, кондукторах), придерживать детали руками во время работы станка;
— установка и снятие обрабатываемых деталей во время работы станка (если отсутствуют специальные позиционные приспособления);
— наклоняться близко к шпинделю и режущему инструменту;
— использовать на станках инструменты с забитыми или изношенными конусами и хвостовиками;
— останавливать станок нажимом руки на шпиндель или патрон, прикасаться к сверлу до полного останова станка.
4. Требования охраны труда в аварийных ситуациях
4.1. В случае возникновения возгорания, поломки оборудования и других аварийных ситуаций работник должен:
— остановить работу,
— отключить станок,
— немедленно сообщить руководителю цеха о случившемся, при необходимости позвонить в диспетчерскую;
— воспользоваться первичными средствами пожаротушения, если это не угрожает жизни, в противном случае приступить к эвакуации людей из опасной зоны, покинуть опасную зону самому,
— обеспечить сохранность обстановки аварийной ситуации или несчастного случая, если это не представляет опасности для жизни и здоровья людей и не приведет к осложнению аварийной обстановки.
4.2. При несчастном случае на производстве:
— сообщить руководителю подразделения, диспетчеру;
— организовать первую доврачебную помощь пострадавшему и при необходимости доставку его в медицинскую организацию;
— принять неотложные меры по предотвращению развития аварийной или иной чрезвычайной ситуации и воздействия травмирующих факторов на других лиц;
— сохранить до начала расследования несчастного случая обстановку, какой она была на момент происшествия, если это не угрожает жизни и здоровью других лиц и не ведет к катастрофе, аварии или возникновению иных чрезвычайных обстоятельств, а в случае невозможности ее сохранения – зафиксировать сложившуюся обстановку (составить схемы, провести другие мероприятия).
5. Требования охраны труда по окончании работы
5.1. По окончании работы станочник должен:
— выключить оборудование, привести в порядок рабочее место, убрать со станка стружку, инструмент, приспособления, очистить станок от грязи, вытереть и смазать трущиеся части станка, сложить готовые изделия, заготовки, другие материалы и индивидуальные средства защиты на отведенные для них места;
— спецодежду и спецобувь положить в личный шкаф для спецодежды, в случае ее загрязнения сдать в стирку (заменить);
— вымыть руки и лицо водой с мылом или принять душ.
Похожие статьи: