Рейтинг: 4.8/5.0 (1485 проголосовавших)
Рейтинг: 4.8/5.0 (1485 проголосовавших)Категория: Инструкции
LF-37 портативный механизм подачи проволоки, специально разработанный для эксплуатации в тяжелых условиях на судоверфях и в строительстве. Данный механизм подачи работает с катушками D300 (15кг), а также на маленьких катушках D200 (5кг), при использовании сплошной или порошковой проволоки, включая Innershield. Для контроля количества газа механизм подачи оснащен измерителем потока газа, что особенно удобно при работе с длинными кабелями. Данны механизм подачи имеют максимально простые настройки. Все настройки, такие как 2/4 такта, регулировка холодной протяжки проволоки, Hot/Soft Start и заварка кратера, видны после нажатия кнопки Select (Выбор).
Технические характеристикиСетевое питание АC, В. Гц
Количество роликов, шт.
Скорость подачи проволоки, м/мин
Используемый диаметр проволоки, мм
Габаритные размеры, мм
© 2011 - 2016 Сварочные Технологии




Москва, Кутузовский проезд 16
с 9:00 до 18:00 кроме субботы и воскресенья


















Применение: Полуавтоматическая сварка в среде защитных газов на монтаже металлоконструкций.
Оснащение: Мобильный механизм подачи проволоки с 4-х роликовым блоком протяжки. Имеет специальное исполнение с повышенной прочностью корпуса. Цифровые индикаторы сварочных параметров. Встроенный газовый расходомер. Можно подключать горелку с водяным охлаждением, разъем европейского типа. Совместим с источниками сварочного тока: Lincoln Electric типа DC. CV или Invertec STT II производства Lincoln Electric.
Регулировки: скорость подачи сварочной проволоки, напряжение дуги, расход газа, выбор режима работы горелки, время продувки газа до и после сварки. Установка времени дожигания проволоки.
подготовлено ООО ВЭЛДТЭК совместно с представительством Lincoln Electric в Москве публикация инструкция
![]()

LF-37, LF38 - портативные механизмы подачи проволоки, специально разработанные для эксплуатации в тяжелых условиях на производстве и монтаже. Данные механизмы подачи работают с катушками D300 (15кг), а также на маленьких катушках D200 (5кг), при использовании сплошной или порошковой проволоки, включая Innershield. Для контроля количества газа механизмы подачи оснащены измерителем потока газа, что особенно удобно при работе с длинными кабелями.
Цена: от 71 327 руб.
Данные механизмы подачи имеют максимально простые настройки. Все настройки, такие как 2/4 такта, регулировка холодной протяжки проволоки, "Горячий"/"Мягкий" старт и заварка кратера, видны после нажатия кнопки Select (выбор). LF38 имеет набор синергетических программ и возможность сохранения и вызова пользовательских настроек из ячеек памяти.
LINC FEED 37, LINC FEED 38 - мобильные и надежные механизмы подачи сварочной проволоки!
Технические характеристики Особенности и преимуществаПульт дист. управления + кабель 5м
Адаптер для горелки Innershield
Каталог оборудования Каталог по применению Видеообзор сварочного оборудования Вход для пользователей2012 © Компания «АльфаПром»
Сварочное и газосварочное оборудование, вспомогательное оборудование для сварки, расходные материалы и сопутствующие товары.
Контактные телефоны: +7 (800) 700-69-35 звонок по России бесплатный, +7 (499) 110-23-95 г. Москва,
+7 (473) 261-74-55 г.Воронеж, +7 (4722) 58-37-86 г. Белгород
Краткое Описание Количество роликов: 4 шт. Диаметр проволоки: 0,6-1,6 мм Вес: 16,0 кг.
LF-37 портативный механизм подачи проволоки, специально разработанный для эксплуатации в тяжелых условиях на судоверфях и в строительстве. Данный механизм подачи работает с катушками D300 (15кг), а также на маленьких катушках D200 (5кг), при использовании сплошной или порошковой проволоки, включая Innershield. Для контроля количества газа механизм подачи оснащен измерителем потока газа, что особенно удобно при работе с длинными кабелями. Данны механизм подачи имеют максимально простые настройки. Все настройки, такие как 2/4 такта, регулировка холодной протяжки проволоки, Hot/Soft Start и заварка кратера, видны после нажатия кнопки Select (Выбор).
Технические характеристикиСетевое питание АC, В. Гц
ОсобенностиIM 1094 октябрь, 2004 Механизмы подачи сварочной проволоки LINC FEED 37 и 38 Безопасность зависит от Вас. Оборудование для сварки и резки компании "Линкольн Электрик" спроектировано и изготовлено с учетом требований безопасной работы на нем. Однако уровень безопасности может быть повышен при соблюдении известных правил установки оборудования. и при грамотной его эксплуатации. НЕ ВЫПОЛНЯЙТЕ установку, подключение, эксплуатацию или ремонт данного оборудования без изучения настоящего руководства и без соблюдения изложенных в нем требований безопасности. Дата поставки: Кодовый номер (Code No.): Серийный номер (Serial No.): Авторизованный дистрибьютор: РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ World’s Leader in Welding and Cutting Products Premier Manufacturer of Industrial Motors Sales and Services through Subsidiaries and Distributors Worldwide 22801 St. Clair Ave. Cleveland, Ohio 44117-1199 U.S.A. Tel. (216) 481-8100
I ВНИМАНИЕ БЕЗОПАСНОСТЬ СВАРОЧНЫЕ РАБОТЫ могут быть опасными I ЗАЩИЩАЙТЕ СЕБЯ И ОКРУЖАЮЩИХ ОТ ВОЗМОЖНЫХ ТРАВМ. НЕ ДОПУСКАЙТЕ ДЕТЕЙ НА РАБОЧЕЕ МЕСТО. РАБОТНИК, ИМЕЮЩИЙ СТИМУЛЯТОР СЕРДЦА, ДОЛЖЕН ПРОКОНСУЛЬТИРОВАТЬСЯ У ВРАЧА ПЕРЕД ВЫПОЛНЕНИЕМ РАБОТ. Прочтите и осознайте следующие ниже рекомендации по безопасности. Для получения дополнительной информации настоятельно рекомендуем приобрести копию стандарта ANSI Z49.1 - Safety in Welding and Cutting (Безопасность при сварке и резке), издаваемого Американским Сварочным Обществом (AWS) или копию документа, оговаривающего требования по безопасности, принятого в стране использования настоящего оборудования. Так же, Вы можете получить брошюру Е205, Arc Welding Safety (Безопасность при дуговой электросварке), издаваемую компанией "Линкольн Электрик". ПРОСЛЕДИТЕ ЗА ТЕМ, ЧТОБЫ УСТАНОВКА ОБОРУДОВАНИЯ, ЕГО ЭКСПЛУАТАЦИЯ, ОБСЛУЖИВАНИЕ И РЕМОНТ ВЫПОЛНЯЛИСЬ ТОЛЬКО КВАЛИФИЦИРОВАННЫМ ПЕРСОНАЛОМ. УДАР ЭЛЕКТРИЧЕСКИМ ТОКОМ опасен для жизни 1.а Во время работы сварочного оборудования кабели электрододержателя и зажима на деталь находятся под напряжением. Не прикасайтесь к оголенным концам кабелей или к подсоединенным к ним элементам сварочного контура частями тела или мокрой одеждой. Работайте только в сухих, неповрежденных рукавицах. Обеспечьте надежную изоляцию своего тела от свариваемой детали. Убедитесь, что средства изоляции достаточны для укрытия всей рабочей зоны физического контакта со свариваемой деталью и землей. В качестве дополнительных мер предосторожности в том случае, если сварочные работы выполняются в представляющих опасность поражения электрическим током условиях (зоны повышенной влажности или случаи работы в мокрой одежде; строительство крупных металлоконструкций, таких как каркасы зданий или леса; работа в стесненных условиях - сидя, стоя на коленях или лежа; случаи неизбежного или высоко-вероятного контакта со свариваемой деталью или землей), - используйте следующее сварочное оборудование: • выпрямители с жесткой характеристикой для полуавтоматической сварки, • выпрямители для сварки штучными электродами, • источники питания для сварки на переменном токе на пониженных напряжениях. 1.в При выполнении автоматической или полуавтоматической сварки сварочная проволока, бобина, сварочная головка, контактный наконечник или полуавтоматическая сварочная горелка так же находятся под напряжением, т.е. являются “электрически горячими”. Всегда следите за надежностью соединения сварочного кабеля “на деталь” и свариваемой детали. Место соединения должно быть как можно ближе к зоне наложения швов. Выполните надежное заземление свариваемой детали. Поддерживайте электрододержатель, зажим на деталь, сварочные кабели и источник питания в надлежащем техническом состоянии. Немедленно восстановите поврежденную изоляцию. Никогда не погружайте сварочный электрод в воду с целью его охлаждения. Никогда не дотрагивайтесь одновременно находящихся под напряжением электрододержателей или их частей, подсоединенных к разным источникам питания. Напряжение между двумя источниками может равняться сумме напряжений холостого хода каждого в отдельности. При работе на высоте используйте страховочный ремень, который предотвратит падение в случае электрошока. Так же, см. пункты 4.в и 6. 4.а 3.а СВАРОЧНЫЕ ГАЗЫ И АЭРОЗОЛИ опасны здоровья для 1.б В процессе сварки образуются газы и аэрозоли, представляющие опасность для здоровья. Избегайте вдыхания этих газов и аэрозолей. Во время сварки избегайте попадания органов дыхания в зону присутствия газов. Пользуйтесь вентиляцией или специальными системами отсоса вредных газов из зоны сварки. При сварке электродами, требующими специальной вентиляции, такими как материалы для сварки нержавеющих сталей и наплавки (см. Сертификат безопасности материала - MSDS, или данные на оригинальной упаковке), при сварке сталей со свинцовыми и кадмиевыми покрытиями или при работе с иными металлами или покрытиями, образующими высокотоксичные газы, применяйте локальные вытяжки или системы механической вентиляции для снижения концентрации вредных примесей в воздухе рабочей зоны и недопущения превышения концентрации предельно допустимых уровней. При работе в стесненных условиях или при определенных обстоятельствах может потребоваться ношение респиратора в процессе выполнения работы. Дополнительные меры предосторожности так же необходимы при сварке сталей с гальваническими покрытиями. Не производите сварочные работы вблизи источников испарений хлористого углеводорода (выделяется при некоторых видах обезжиривания, химической чистки и обработки). Тепловое и световое излучение дуги способно вступать во взаимодействие с этими испарениями с образованием крайне токсичного газа фозгена и других продуктов, раздражающих органы дыхания. Защитные газы, используемые при сварке, способны вытеснять воздух из зоны дыхания оператора и влечь серьезные расстройства системы дыхания. Во всех случаях обеспечьте достаточно мощную вентиляцию рабочей зоны, особенно в труднодоступных местах, для обеспечения достаточного количества кислорода в рабочей зоне. Прочтите и уясните инструкции производителя по работе с данным оборудованием и материалами, включая Сертификат безопасности материала (MSDS), и следуйте правилам соблюдения безопасности работ, принятым на вашем предприятии. Сертификаты безопасности можно получить у авторизованного дистрибьютора данной продукции или непосредственно у производителя. Так же, см. пункт 7.б. 3.б 3.в 1.г 3.г 1.д 1.е 3.д 1.ж 1.з 1.и 1.к ГАЗОВЫЕ БАЛЛОНЫ взрывоопасны при повреждениях Используйте только защитные газы, рекомендованные для выполняемого сварочного процесса. Регуляторы давления газа должны быть рекомендованы изготовителем для использования с тем или иным защитным газом, а так же нормированы на давление в баллоне. Все шланги, соединения и иные аксессуары должны соответствовать своему применению и содержаться в надлежащем состоянии. Баллон всегда должен находиться в вертикальном положении. В рабочем состоянии его необходимо надежно закрепить цепью к транспортировочной тележке сварочного полуавтомата или стационарного основания. Необходимо расположить баллон: • вдали от участков, где они могут подвергнуться механическому повреждению; • на достаточном удалении от участков сварки и резки, а так же от любых других технологических процессов, являющихся источником высокой температуры, открытого пламени или брызг расплавленного металла. Не допускайте касания баллона электродом, электрододержателем или иным предметом, находящимся под напряжением. При открывании вентиля баллона оберегайте голову и лицо. Защитный колпак всегда должен быть установлен на исключением случаев, когда баллон находится в работе. баллон, за ИЗЛУЧЕНИЕ ДУГИ опасно 2.а Пользуйтесь защитной маской с фильтром подходящей выполняемому процессу степени затемнения для защиты глаз от брызг и излучения дуги при выполнении или наблюдении за сварочными работами. Сварочные маски и фильтры должны соответствовать стандарту ANSI Z87.1. Пользуйтесь приемлемой одеждой, изготовленной из плотного огнеупорного материала, для эффективной защиты поверхности тела от излучения сварочной дуги. Позаботьтесь о соответствующей защите работающего поблизости персонала путем установки плотных огнеупорных экранов и/или предупредите их о необходимости самостоятельно укрыться от излучения сварочной дуги и возможного разбрызгивания. 4.б 4.в 2.б 4.г 4.д 4.е 2.в IM 1094 LINC FEED 37 и 38
II БЕЗОПАСНОСТЬ РАЗБРЫЗГИВАНИЕ ПРИ СВАРКЕ может повлечь возгорания или взрыв II Относительно ЭЛЕКТРООБОРУДОВАНИЯ 5.а Уберите все взрывоопасные предметы из зоны работ. Если это невозможно, надежно укройте их от попадания сварочных брызг и предотвращения воспламенения. Помните, что брызги и раскаленные частицы могут свободно проникать через небольшие щели во взрывоопасные участки. Избегайте выполнения работ вблизи гидравлических линий. Позаботьтесь о наличии в месте проведения работ и исправном техническом состоянии огнетушителя. Необходимо применять специальные меры предосторожности для избежания опасных ситуаций при выполнении работ с применением сжатых газов. Обратитесь к стандарту “Безопасность при сварке и резке” (ANSI Z49.1) и к руководству эксплуатации соответствующего оборудования. Во время перерывов в сварочных работах убедитесь в том что никакая часть контура электрододержателя не касается свариваемой детали или земли. Случайный контакт может привести к перегреву сварочного оборудования и создать опасность воспламенения. Не выполняйте подогрев, резку или сварку цистерн, бочек или иных емкостей до тех пор пока не предприняты шаги, предотвращающие возможность выбросов возгораемых или токсичных газов, возникающих от веществ, находившихся внутри емкости. Такие испарения могут быть взрывоопасными даже в случае, если они были “очищены”. За информацией обратитесь к брошюре “Рекомендованные меры безопасности при подготовке к сварке и резке емкостей и трубопроводов, содержавших взрывоопасные вещества” (AWS F4.1). Продуйте перед подогревом, сваркой или резкой полые отливки, грузовые емкости и подобные им изделия. Сварочная дуга является источником выброса брызг и раскаленных частиц. При выполнении сварочных работ используйте непромасляную защитную одежду, такую как кожаные перчатки, рабочую спецовку, брюки без отворотов, высокие рабочие ботинки и головной убор. При сварке во всех пространственных положениях или в стесненных условиях используйте беруши. Всегда при нахождении в зоне выполнения сварочных работ носите защитные очки с боковыми экранами. Подключайте сварочный кабель к свариваемой детали на доступном ее участке, максимально приближенном к выполняемым швам. Сварочные кабели, подключенные к каркасу здания или другим конструкциям вдали от участка выполнения сварки, повышают вероятность распространения сварочного тока через различные побочные приспособления (подъемные цепи, крановые канаты и др.). Это создает опасность разогрева этих элементов и выхода их из строя. Так же, см. пункт 7.в. 7.а 7.б Перед проведением ремонта или технического обслуживания отключите питание на цеховом щитке. Производите установку оборудования в соответствии с Национальными Требованиями к электрооборудованию США (US National Electrical Code), всеми местными требованиями и рекомендациями производителя. Произведите заземление оборудования в соответствие с упомянутыми в п.6.б Требованиями и рекомендациями производителя. 5.б 7.в 5.в Относительно ОБОРУДОВАНИЯ С ПРИВОДОМ ОТ ДВИГАТЕЛЕЙ 8.а Перед выполнением ремонта или технического обслуживания остановите двигатель, за исключением случаев, когда наличие работающего двигателя требуется для выполнения работы. 8.б Эксплуатируйте приводное оборудование в хорошо вентилируемом помещении или применяйте специальные вытяжки для удаления выхлопных газов за пределы помещения. Не выполняйте долив топлива в бак агрегата поблизости с выполняемым сварочным процессом или во время работы двигателя. Остановите двигатель и охладите его перед заливкой топлива для исключения воспламенения или активного испарения случайно пролитого на разогретые части двигателя топлива. Все защитные экраны, крышки и кожухи, установленные изготовителем, должны быть на своих местах и в надлежащем техническом состоянии. При работе с приводными ремнями, шестернями, вентиляторами и иным подобным оборудованием опасайтесь повреждения рук и попадания в зону работы этих устройств волос, одежды и инструмента. 5.г 5.д 8.в 5.е 8.г 5.ж 8.д 5.з В некоторых случаях бывает необходимо удалить защитные кожухи для проведения необходимых ремонтных работ. Делайте это только при необходимости и сразу после выполнения необходимых работ установите кожух на место. Всегда соблюдайте повышенную осторожность при работе с подвижными частями. Не допускайте попадания рук в зону действия вентилятора. Не пытайтесь вмешиваться в работу устройства управления частотой вращения вала двигателя путем нажатия на тяги заслонки во время его работы. Для предотвращения несанкционированного запуска бензинового двигателя при вращении вала или ротора генератора в процессе сервисных работ отсоедините провода от свеч зажигания, провод крышки распределителя или (в зависимости от модели двигателя) провод магнето. 8.з Не снимайте крышку радиатора, не охладив двигателя. Это может привести к выплеску горячей охлаждающей жидкости. 8.е ЭЛЕКТРОМАГНИТНЫЕ ПОЛЯ опасны 6.а Электрический ток, протекающий по любому проводнику, создает локальное электромагнитное поле. Сварочный ток становится причиной возникновения электромагнитных полей вокруг сварочных кабелей и сварочного источника. Наличие электромагнитного поля может неблагоприятным образом сказываться на работе стимуляторов сердца. Работник, имеющий такой стимулятор, должен посоветоваться со своим врачом перед выполнением работ. Воздействие электромагнитного поля на организм проявляться в иных влияниях, не изученных наукой. человека может для 8.ж 6.б 6.в 6.г 6.г.1 Все сварщики должны придерживаться следующих правил минимизации негативного воздействия электромагнитных полей: сварочные кабели на изделие и электрододержатель необходимо разместить максимально близко друг к другу или связать их вместе посредством изоляционной ленты; никогда не располагать кабель электрододержателя вокруг своего тела; не размещать тело между двумя сварочными кабелями. Если электрододержатель находится в правой руке и кабель расположен справа от тела, - кабель на деталь должен быть так же размещен справа от тела; зажим на деталь должен быть поставлен максимально близко к выполняемому сварному шву; не работать вблизи сварочного источника. 6.г.2 6.г.3 6.г.4 6.г.5 IM 1094 LINC FEED 37 и 38
ЗАЯВЛЕНИЕ О СООТВЕТСТВИИ ЕВРОПЕЙСКИМ СТАНДАРТАМ Компания "Линкольн Электрик" настоящим подтверждает, что механизм подачи сварочной проволоки LINC FEED 37 / 38 с серийным номером: соответствует следующим директивам: 73/23/CEE, 93/68/CEE, 89/336/CEE, 92/31/CEE и разработан и изготовлен в соответствии со следующими стандартами: EN 50199, EN 60974-1 EN 60974-5 Dario Gatti технический директор LINCOLN ELECTRIC France, Avenue Franklin Roosevelt, 76121 Le Grand Quevilly cedex, France
БЕЗОПАСНОСТЬ 4 ЭЛЕКТРОМАГНИТНАЯ СОВМЕСТИМОСТЬ (ЭМС) Заключение о соответствии Аппараты со знаком CE соответствуют Директиве Совета ЕЭС от 3 мая 1989 года в отношении Аппараты свода законов стран-участниц на электромагнитную совместимость (89/336/EEC). изготовлены по государственному стандарту, дополняющему согласованный стандарт EN 50 199 на электромагнитную совместимость (ЭМС) дуговых сварочных источников. Рекомендуются к использованию с другим оборудованием компании "Lincoln Electric". Для промышленного и профессионального применения. Введение Все виды электроприборов генерируют слабое электромагнитное излучение. Электрические волны могут передаваться по электросетям или излучаться в пространство, так же как и радиоволны. В результате в других электротехнических устройствах могут возникать электрические помехи. Электромагнитное излучение может негативно влиять на работу самого разного электрооборудования: установленного в непосредственной близости сварочного оборудования, радио- и телеприемников, станков с ЧПУ, мини-АТС, компьютеров и т.п. При использовании сварочных источников в бытовых условиях помните о необходимости принятия дополнительных мер защиты от помех. Установка и применение Покупатель несет ответственность за соблюдение рекомендаций производителя по установке и применению сварочного оборудования. При обнаружении электромагнитных помех их устранением должен заниматься сам покупатель при поддержке технических специалистов производителя. В определенных ситуациях достаточно просто заземлить схему сварочного аппарата, см. Примечание. В других случаях может потребоваться установка электромагнитного экрана вокруг источника и применение соответствующих входных фильтров. В любом случае, электромагнитные помехи нужно снизить до такой степени, чтобы они не мешали. Примечание. Сварочная схема может быть заземлена или не заземлена из соображений безопасности с учетом требований местных нормативов. Схема заземления может быть изменена только квалифицированным специалистом, достаточно компетентным для того, чтобы решить, не приведет ли такое вмешательство к повышению травматизма, например, из-за появления параллельных контуров для обратных сварочных токов, что может нарушить схемы заземления прочего оборудования. Выбор места установки Перед установкой сварочного оборудования покупатель должен проверить возможные отклонения электромагнитных полей в зоне проведения работ. При этом нужно учитывать следующие факторы: a) b) c) d) e) f) g) сетевые, контрольные, сигнальные и телефонные кабели, которые расположены в рабочей зоне сверху, снизу или рядом со сварочным источником; радио- и/или телевизионные приемники и передатчики; компьютеры или оборудование с компьютерным управлением; оборудование систем безопасности, например, системы защиты промышленного оборудования; здоровье окружающих людей, например, применение кардиостимуляторов и слуховых устройств; оборудование, используемое для калибровки или измерения; устойчивость другого стоящего рядом оборудования к работе сварочного агрегата. Пользователь должен удостовериться в том, что другое используемое оборудование может работать в данных условиях. Для этого могут потребоваться дополнительные меры защиты. Проверьте время суток, в которое будут проводиться сварочные и прочие работы. h) IM 1094 LINC FEED 37 и 38
БЕЗОПАСНОСТЬ 5 ЭЛЕКТРОМАГНИТНАЯ СОВМЕСТИМОСТЬ (ЭМС) Размеры рабочей зоны зависят от конструкции того здания, в котором производится сварка, и от того, выполняются ли там какие-либо иные работы. В прилегающую зону могут быть включены и участки, выходящие за границы территории предприятия. Меры по снижению электромагнитного излучения Электропитание Сварочное оборудование должно быть подключено к электросети согласно рекомендациям производителя. При возникновении электромагнитных помех требуется принять дополнительные меры для их снижения (например, установить сетевые фильтры). Может потребоваться экранировать сетевой кабель стационарно установленного сварочного агрегата путем заключения его в металлические трубки или т.п. Экран должен образовывать по всей своей длине сплошную неразрывную электрическую цепь. Его подсоединяют к источнику сварочного тока таким образом, чтобы между корпусом агрегата и металлической оболочкой обеспечивался надежный электрический контакт. Техобслуживание сварочного оборудования Сварочное оборудование должно проходить регулярное техническое обслуживание согласно рекомендациям производителя. Во время работы аппарата все предохранительные щитки и крышки должны быть накрепко закрыты. Запрещается подвергать сварочное оборудование любым модификациям, кроме тех изменений и настроек, которые допускаются в инструкциях производителя. В частности, регулировку и установку искрового зазора в разряднике следует выполнять по рекомендациям производителя. Сварочные кабели Сварочные кабели рекомендуется выбирать минимальной длины и располагать их лучше как можно ближе друг к другу. Эквипотенциальное соединение Следует предусмотреть соединение всех металлических деталей сварочной установки, а также в ее непосредственной близости. Однако если металлические конструкции находятся в контакте с обрабатываемой деталью, возрастает риск получения удара электрическим током, если сварщик коснется этих металлических конструкций, одновременно касаясь электрода. Сварщик должен быть изолирован от всех эквипотенциально соединенных металлических конструкций. Заземление свариваемого изделия Если свариваемое изделие не заземлено из соображений электробезопасности или из-за особенностей размеров и расположения, к примеру, если это корпус судна или арматура здания, то в определенных случаях можно добиться снижения помех путем заземления изделия, но не всегда. Следует обращать внимание на то, чтобы при заземлении свариваемых конструкций не возрастал риск травмирования людей, а также риск повреждения другого электрооборудования. Там где это необходимо, заземление свариваемого изделия производят напрямую, но в некоторых странах такой способ заземления запрещен и там следует использовать емкостное заземление, следуя установленным нормативам и стандартам. Щиты и экраны Экранирование кабелей в зоне сварки может способствовать снижению электромагнитных излучений. Может потребоваться разработка специальных решений.1 1 Подробная информация приведена в стандарте EN50199 на электромагнитную совместимость (ЭМС) дуговых сварочных аппаратов. IM 1094 LINC FEED 37 и 38
БЕЗОПАСНОСТЬ 6 Благодарим Вас - за выбор высококачественной продукции компании "Линкольн Электрик". Мы хотим, чтобы Вы гордились работой с продукцией компании "Линкольн Электрик", - как мы гордимся своими изделиями! Пожалуйста, сразу же по получении проверьте целостность упаковки и оборудования! После доставки данного оборудования с момента получения перевозчиком расписки о передаче товара право собственности переходит к покупателю. Поэтому Претензии по материальному ущербу, полученному во время перевозки, должны быть предъявлены покупателем к компании-перевозчику в момент получения товара. Пожалуйста, запишите для использования в будущем идентификационные данные Вашего аппарата. Эту информацию можно найти на табличке с паспортными данными аппарата. Название модели и номер ____________________________________________ Серийный и кодовый номера ____________________________________________ Дата продажи ____________________________________________ При выполнении запроса на запасные части или для получения справочных данных по оборудованию всегда указывайте ту информацию, которую Вы записали выше. Прочтите данное Руководство по эксплуатации от начала до конца, прежде чем приступать к работе с данным оборудованием. Сохраните данное руководство и всегда держите его под рукой. Обратите особое внимание на инструкции по безопасности, которые мы предлагаем для Вашей защиты. Уровень важности каждой из этих рекомендаций можно пояснить следующим образом: ВНИМАНИЕ Эта надпись сопровождает информацию, которой необходимо строго придерживаться во избежание получения тяжелых телесных повреждений или лишения жизни. ОСТОРОЖНО Эта надпись сопровождает информацию, которой необходимо придерживаться во избежание получения травм средней тяжести или повреждения данного оборудования. IM 1094 LINC FEED 37 и 38
VII СОДЕРЖАНИЕ VII Стр. Установка Техническая спецификация Требования по безопасности Выбор места для установки Подключение питания Подключение газа Подключение сварочных кабелей Раздел А А-1 А-1 А-1 А-1 А-1 А-1 Эксплуатация Требования по безопасности Общее описание Продолжительность включения Органы управления и функциональные возможности A. Несинергетическая сварка на жесткой ВАХ (CV Non Synergic) B. Синергетическая сварка (только для модели LF 38) C. Настройка параметров сварки D. Функция памяти "Memory" – сохранение, считывание и удаление данных (только в модели LF 38) E. Функция "Memory" – загрузка сохраненных данных (только в модели LF 38) F. Функция "Memory" – блокировка/разблокировка памяти (только в модели LF 38) G. Меню настройки конфигурации Раздел Б Б-1 Б-1 Б-1 Б-1 Б-3 Б-3 Б-5 Б-6 Б-7 Б-8 Б-9 Аксессуары Дополнительное оборудование Раздел В В-1 Техническое обслуживание Требования по безопасности Обслуживание и ремонт Раздел Г Г-1 Г-1 Устранение неисправностей Как пользоваться руководством по устранению неисправностей Сообщения об ошибках Раздел Д Д-1 Д-2 Запасные части Перечень запасных частей Раздел Е Е-1 Электрические схемы Электрическая схема Схема подключения к сварочному источнику Раздел Ж Ж-1 Ж-2 Гарантийные обязательства производителя IM 1094 LINC FEED 37 и 38
Раздел А УСТАНОВКА ТЕХНИЧЕСКАЯ СПЕЦИФИКАЦИЯ А-1 ДИАПАЗОН РЕГУЛИРОВКИ СКОРОСТИ ПОДАЧИ ПРОВОЛОКИ (м/мин) 1,5 – 20 ВХОДНОЕ НАПРЯЖЕНИЕ (В) 42 В перем. тока ВЫХОДНАЯ МОЩНОСТЬ при 40°С Продолжительность включения (10 мин.) 100% 60% Сварочный ток, А 320 400 ДИАПАЗОН СВАРОЧНЫХ ТОКОВ Сварочный ток, А 5 – 500 Макс. напряжение х.х. 113 В пост. тока или 113 В перем. (пиковое) ДИАМЕТР ПРОВОЛОКИ (мм) Сплошная стальная проволока 0,6 – 1,6 Порошковая проволока 1,0 – 2,0 Алюминиевая проволока 1,0 – 1,6 ГАБАРИТНЫЕ РАЗМЕРЫ И ВЕС Высота, мм Ширина, мм Глубина, мм Вес, кг 356 188 534 16 ДИАПАЗОН ТЕМПЕРАТУР При работе: При хранении: от -10°С до +40°С от -25°С до +55°С IM 1094 LINC FEED 37 и 38
Раздел А УСТАНОВКА • • А-2 Внутри аппарата не должно быть грязи и пыли. Класс защиты данного механизма подачи IP23. Предохраняйте машину от попадания влаги. Не устанавливайте механизм подачи в местах с высокой влажностью, не ставьте аппарат на мокрое основание. Установите машину подальше от радиоуправляемых устройств. В противном случае его работа может неблагоприятно влиять на функционирование этих устройств. Ознакомьтесь с рекомендациями, изложенными в разделе “Электромагнитная совместимость (ЭМС)”. Запрещается температуре +40°С. эксплуатация окружающего аппарата при воздуха выше ТРЕБОВАНИЯ ПО БЕЗОПАСНОСТИ ВНИМАНИЕ УДАР ЭЛЕКТРИЧЕСКИМ ТОКОМ опасен для жизни. • УСТАНОВКУ ОБОРУДОВАНИЯ ДОЛЖЕН ВЫПОЛНЯТЬ КВАЛИФИЦИРОВАННЫЙ ПЕРСОНАЛ. • Перед началом работ отключите электропитание на распределительном щитке или в блоке предохранителей. • Не касайтесь электродов и других деталей, находящихся под напряжением. • Не прикасайтесь к металлическим частям зажима обратного кабеля LN-15 при включенном сварочном источнике. • Не подключайте механизм подачи LN-15 к аргонодуговым сварочным источникам третьих фирм, а также к аргонодуговым источникам с прямоугольной формой импульсов или источникам для плазменной резки. • • ПОДКЛЮЧЕНИЕ ПИТАНИЯ Проверьте соответствие напряжения и частоты питания, подаваемых со сварочного источника на механизм подачи, паспортным данным механизма подачи. Номинальные параметры питания указаны на шильдике машины. Сварочный источник должен быть заземлен путем подсоединения провода заземления к контуру заземления питающей электросети. ПОДКЛЮЧЕНИЕ ГАЗА ВЫБОР МЕСТА ДЛЯ УСТАНОВКИ Механизмы подачи LINC FEED 37 и 38 могут эксплуатироваться в жестких условиях. Однако для того чтобы обеспечить надежную работу источника и увеличить его срок эксплуатации, очень важно соблюсти некоторые предварительные требования по установке. • Запрещается установка и эксплуатация машины, если она размещена на площадке, которая имеет наклон свыше 15° относительно горизонтальной плоскости. На месте, где располагается механизм подачи, следует обеспечить хорошую циркуляцию воздуха. Воздух должен беспрепятственно заходить и выходить через вентиляционные отверстия аппарата. В процессе работы запрещается накрывать механизм подачи бумагой, тканью или какими-либо другими предметами, препятствующими свободному прохождению воздуха. Газовый баллон должен быть оснащен редуктором давления. Надежно закрепите газовый баллон с редуктором, подсоедините шланг от редуктора к гнезду подачи газа на корпусе машины. Смотрите поз. 8 на рисунках внизу. Механизм подачи сварочной проволоки может использоваться для сварки в среде любых защитных газов, включая углекислый газ, аргон и гелий при максимальном давлении 5,0 бар. Механизмы подачи Linc Feed оснащены встроенным редуктором давления газа, см. поз. 11 на рисунках внизу. • ПОДКЛЮЧЕНИЕ СВАРОЧНЫХ КАБЕЛЕЙ Смотрите поз. 3 на рисунках внизу. IM 1094 LINC FEED 37 и 38
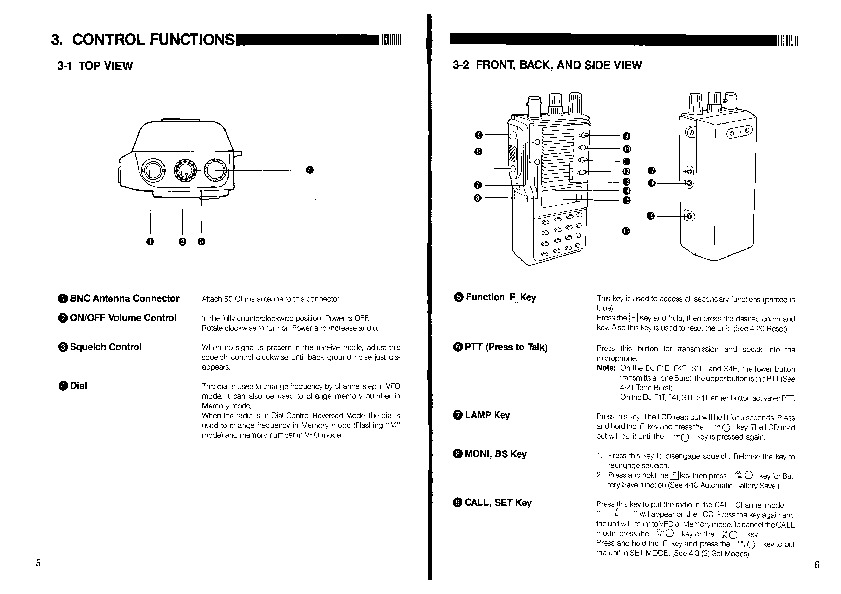
Раздел Б ТРЕБОВАНИЯ ПО БЕЗОПАСНОСТИ ВНИМАНИЕ ЭКСПЛУАТАЦИЯ ОБЩЕЕ ОПИСАНИЕ Б-1 ПРОДОЛЖИТЕЛЬНОСТЬ ВКЛЮЧЕНИЯ Продолжительность включения выражается в процентах от 10-минутного цикла и представляет собой время, в течение которого генератор может выдавать номинальный ток в условиях работы при температуре 40°С без срабатывания устройства тепловой защиты. Например: ПВ = 60% УДАР ЭЛЕКТРИЧЕСКИМ ТОКОМ опасен для жизни. • Установка, эксплуатация и обслуживание оборудования должны осуществляться только квалифицированным персоналом. • Отключите электропитание на распределительном щитке или в коробке предохранителей. • Не касайтесь электрических узлов, находящихся под напряжением. • Изолируйте себя от изделия и от земли. • Всегда работайте в сухих защитных перчатках. • Ответственность за поддержание в надлежащем состоянии самого механизма подачи LN-15 и используемого вместе с ним комплекта оборудования лежит целиком на пользователе/покупателе. Компания "Линкольн Электрик" не может предусмотреть все возможные результаты использования механизма подачи LN-15 в силу существования огромного числа факторов, влияющих на его работу. Сюда входит режим сварки, химический состав температура свариваемого изделия, его конструкция, методы изготовления, требования по ремонту и эксплуатации. Диапазон рабочих характеристик механизма LN-15 шире доступного диапазона значений для некоторых задач, и только пользователь отвечает за правильный выбор сварочных параметров. Сварка: 6 минут Перерыв: 4 минуты Более подробные сведения об продолжительности включения машины изложены в разделе "Техническая спецификация". ОРГАНЫ УПРАВЛЕНИЯ И ФУНКЦИОНАЛЬНЫЕ ВОЗМОЖНОСТИ СВАРОЧНЫЕ ГАЗЫ И АЭРОЗОЛИ опасны для здоровья. • Не допускайте попадания сварочных аэрозолей на руки. • Для отведения вредных газов из зоны дыхания применяйте вентиляцию или проветривание рабочих мест. РАЗБРЫЗГИВАНИЕ ПРИ СВАРКЕ может привести к пожару или взрыву. • Уберите из зоны работ все легковоспламеняющиеся материалы. ИЗЛУЧЕНИЕ ДУГИ может привести к ожогу. • Пользуйтесь соответствующими средствами защиты для глаз, головы и тела. 1. Гнезда для подвода охлаждающей воды Соединения для водоохлаждаемых горелок. Теплая вода от горелки. Холодная вода к горелке. Соблюдайте все правила техники безопасности, представленные в данном Руководстве IM 1094 LINC FEED 37 и 38
Раздел Б ЭКСПЛУАТАЦИЯ 8. Подвод газа Гнездо для подвода газа. Б-2 2. Гнездо для подключения пульта дистанционного управления Если используется пульт дистанционного управления, то он подключается к этому разъему. 3. Евроразъем Для подключения сварочных горелок. 4. Интерфейс цифрового дисплея Для регулировки сварочных параметров, включая скорость подачи проволоки и сварочное напряжение, а также для вызова сохраненных данных. Более подробная информация дана в подпунктах A-G. 9. Привод протяжки 4-роликовый привод протяжки проволоки, диаметр приводных роликов – 37 мм. 10. Регулятор "Холостая протяжка/Продувка газом" Используется для холостой протяжки проволоки или подачи газа без подачи сварочного напряжения. 11. Газовый редуктор Регулирует подачу газа в пределах 0 – 25 л/мин. 12. Шпиндель катушки с проволокой Рассчитан на катушки весом до 15 кг. Допускается использование катушек из пластика, стали и стекловолокна, предназначенных для установки на шпиндель диаметром 51 мм. Катушки Readi-Reel® можно устанавливать на входящий в комплект шпиндельный адаптер. ВНИМАНИЕ! При работе механизма подачи дверца корпуса должна быть плотно закрыта. 5. Резьбовой разъем 8-контактный резьбовой разъем для подключения сварочного источника 6. Адаптер с соединителем Fast-Mate™ Подключение к сети питания. 7. Гнезда для подвода охлаждающей воды Если используются водоохлаждаемые горелки, то к этим разъемам подсоединяют водяные шланги системы охлаждения. Рекомендации по выбору охлаждающей жидкости и интенсивности подачи смотрите в инструкциях к системе охлаждения. IM 1094 LINC FEED 37 и 38
Раздел Б ЭКСПЛУАТАЦИЯ Б-3 A. Несинергетическая сварка на жесткой ВАХ (CV Non Synergic) Описание Несинергетическая сварка на жесткой ВАХ подразумевает, что установленные сварочные параметры (скорость подачи проволоки и сварочное напряжение) не зависят друг от друга. Настройка LF 37: Данная модель несинергетической сварки. работает только в режиме LF 38: Нажимая кнопку "Prog" (Программирование), поворачивайте левый регулятор до тех пор, пока на экране не появится надпись "NON SYNERGIC" (Несинергетическая сварка). Перед сваркой (заданные значения) Задание скорости протяжки проволоки (м/мин) Задание сварочного напряжения (В) Настройте левым регулятором. Настройте правым регулятором. Во время сварки (фактические значения) Фактические значения параметров отображаются на экране еще 5 секунд после завершения сварки. Для повторного вывода этих параметров на экран следует нажать кнопку ENTER (только для модели LF 38). Фактический сварочный ток (А) Фактическое сварочное напряжение (В) B. Синергетическая сварка (только для модели LF 38) Описание При синергетической сварке механизм подачи проволоки находит оптимальные характеристики напряжения для указанных типа и диаметра проволоки. При этом от сварщика требуется только регулировка скорости подачи проволоки. Сварщик может регулировать длину дуги правым регулятором. После выставления нужной длины дуги машина поддерживает ее на заданном уровне независимо от изменения скорости подачи сварочной проволоки. IM 1094 LINC FEED 37 и 38
Раздел Б Настройка Нажимая кнопку "Prog" (Программирование), поворотом левого регулятора выберите нужный тип проволоки из следующих вариантов: ЭКСПЛУАТАЦИЯ Б-4 Нажимая кнопку "Prog" (Программирование), поворотом правого регулятора выберите диаметр проволоки: ? ? ? ? ? ? ? ? ? ? ? 0,8, 1,0, 1,2 мм 0,8, 1,0, 1,2 мм 1,2, 1,6 мм 1,2, 1,6 мм 1,2, 1,6 мм 1,2, 1,6 мм 1,2, 1,6 мм 1,7, 2,0 мм 1,8, 2,0 мм 2,0 мм 2,0 мм Steel 80/20 (стальная проволока) Stainless 98/2 (нержавеющая сталь) Metal Cored 98/2 (порошковая) Flux Cored 80/20 (порошковая) Flux Cored CO2 (порошковая) AlMg100%Arg AlSi100%Arg Innershield NR-211MP Innershield NR-232 Innershield NR-400 Innershield NS-3M Перед сваркой (заданные значения) Задание скорости протяжки проволоки (м/мин) Настройте левым регулятором. Задание относительной длины дуги 100% соответствует начальному уровню. Этот параметр часто называют "Trim". Используйте правый регулятор для увеличения/уменьшения длины дуги. Во время сварки (фактические значения) Фактические значения параметров отображаются на экране еще 5 секунд после завершения сварки. Для повторного вывода этих параметров на экран следует нажать кнопку ENTER (только для модели LF 38). Фактический сварочный ток (А) Фактическое сварочное напряжение (В) IM 1094 LINC FEED 37 и 38
Раздел Б C. Настройка параметров сварки ЭКСПЛУАТАЦИЯ Б-5 Описание Ниже описана процедура настройки следующих параметров: 2/4 Step Trigger (2/4-шаговый режим работы кнопки горелки), Burnback (Дожигание проволоки), Run-In (Скорость подачи проволоки перед зажиганием дуги), Crater (Заварка кратера), Hot/Soft Start (Горячий/мягкий старт), Pre-Flow (Предварительная подача газа) и Post-Flow (Подача газа после сварки). Innershield ДА или НЕТ Улучшает качество сварки проволокой Innershield. Улучшает качество сварки генератором V350PRO. Innershield V350PRO ДА или НЕТ Для выхода из меню на любом шаге нажмите кнопку "SELECT". IM 1094 LINC FEED 37 и 38
Commentsno comments yet