Рейтинг: 4.9/5.0 (1904 проголосовавших)
Рейтинг: 4.9/5.0 (1904 проголосовавших)Категория: Инструкции
Микрометр устанавливается на нуль или соответствующее начальное показание шкалы 25 мм, 50 мм и т.д. с помощью установочных мер в зависимости от интервалов измерений микрометра.
В положении плотного соприкосновения измерительных поверхностей микрометра (измерительного винта и пятки) или измерительных поверхностей с установочной мерой, соответствующей начальному показанию шкалы (25 мм, 50 мм и т.д.) закрепить стопор микровинта вращением винта стопора по часовой стрелке до прочного зажатия (рис.3).
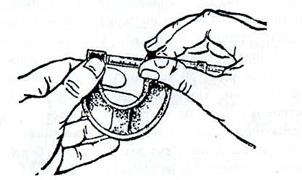
Рис.3. Закрепление винтового стопора гладкого микрометра
Разъединить барабан и микровинт, для чего охватить левой рукой барабан за накатной выступ, а правой установочный колпачок повернуть против часовой стрелки (на себя) до появления осевого люфта барабана на микровинте (рис.4).

Рис.4. Освобождение барабана микрометра
Совместить нулевой штрих шкалы барабана с продольным штрихом шкалы стебля, для чего скобу микрометра охватить левой рукой, как показано на (рис.5), причем пальцами левой руки удерживать барабан в положении совпадения нулевых штрихов, а правой вращать установочный колпачок по часовой стрелке до полного закрепления барабана на микровинте.
Освободить стопор микровинта, вращая его против часовой стрелки.
Проверить правильность выполненной установки микрометра, для этого отвести микровинт от пятки, вращая его за трещотку против часовой стрелки на 3 - 4 оборота и затем, вращая измерительный барабан за трещотку, снова подвести микровинт к пятке. В этом положении нулевой штрих шкалы барабана должен совпасть с продольным штрихом шкалы стебля, а срез барабана должен находиться над нулевым штрихом шкалы стебля. Погрешность установки (отсчет по точной шкале) не должна превышать одного деления точной шкалы (10 мкм).
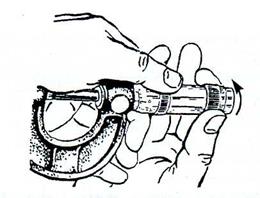
Рис.5. Закрепление барабана микрометра установочным колпачком
Если установка с первого раза не удалась, то ее повторяют до тех пор, пока не будет достигнута необходимая точность совпадения нулевых штрихов. Если погрешность установки не будет обеспечена, то микрометр считается не пригодным к использованию.



















krserv написал.
на данный момент мне предложили по одной цене 650 руб. производство Россия, класс точности 0.1 (со слов продавцов по телефону)
Тулмаз
Челябинск
и класс точности 2 - Ставрополь - 810 руб. Полагаю, с классами точности, что-то торгаши напутали?
Да. Напутали. Вместо 0,1 следует понимать 1 класс точности.
krserv написал.
Но все равно возьму туламаш, поддержу Российского производителя
До этого года не слышал что бы в Туле производили мерительный инструмент.
Лично мне известны эти производители.
" >
" >
" >
" >

Ну вы, блин, даете. (c)
Штангелем удобно до 0.05мм пользоваться, быстро, четко и глазки не в кучу. Специфика ШЦ такова, что им точнее в принципе сложно мерить (нет трещотки, чуть сильнее нажал, чуть перекосил - сотки гуляют), поэтому брать 0.02мм не советую, там точно глаза в кучку от нониуса. Если нужна вещь, то - .
"если мне нужны измерения например 1,78 мм и 1,38 мм - на штангеле я не могу их различить." - на штангеле с 0.05мм точности - ЗАПРОСТО. Вот меряете 1.78 - он и покажет 1.75 + 0.05мм, то есть предполагается, что диаметр между 1.75 и 1.80мм. И Вы четко понимаете, что у Вас в руках 1.78, а не 1.38! С практикой будете очень быстро на глаз десятые определять и потом только сотые смотреть. И чем качественнее инструмент - тем легче, из всего троганного мной, только Mitutoyo душит зеленую.
А Микрометр меряет с точность до 0.01мм. Если нужна Такая точность, то да, микрометр Вам в руки. Кстати, тот же Mitutoyo делает отличные, но дорогие.
Цифровые ШЦ не советую, да, они есть дешевые, но работать с ними мне не понравилось, как - то тормозят цифры, может делать замеры еще куда не шло, а выставить нужный размер и отчертить, как - то у меня долго получается.
Я рекомендую простой штангель с точность 0.05мм от Mitutoyo (например у нас он 37 € стоит), чем дешевый цифровик, за 15-20€. К примеру цифровой Mitutoyo уже от 120 €. А влагозащищенный от 200€.
Регистрация: 28.07.2010 г. Краснодар Сообщений: 1569
21.08.2014 в 14:27
Это Вы про Тульский ШЦЦ - говорили? Или про Китайский noname? Но я думаю, что в Туле тоже Китайскую электронику ставят.
Ну раз нет инструкций, то либо по мерке либо в ноль свести губки, при несовпадении нуля на шкале зафиксировать подвижную губку соответствующим винтом, ослабить винт на торце рукоятки, выставить ноль, затянуть винт, пере проверить. Все делать аккуратно, и без особых усилий. И после выставления минимума, на всякий пожарный проверить максимум, ибо при повреждении резьбы, микрометр может нелинейно врать, о чем я писал выше.
Сообщение отредактировал 36606: 28 April 2014 - 12:31
0leg-ch Отправлено 28 April 2014 - 12:39
"0" - это когда W и V упёрлись друг в друга? Это корректно?
некая регулировка в "неподвижной" головке - она как-то используется или не трогать?
Если при сведённых вместе измерительных поверхностях торец барабана совпадает с нулевым штрихом миллиметровой шкалы, то не трогать. Если не совпадает, значит этот регулятор уже потрогал кто-то до вас, и вам придётся отрегулировать его заново.
юный техник Отправлено 28 April 2014 - 14:54
Да, и еще соображение:
Если я правильно понял, то у одного микрометра все вставки должны быть одной длины. Базовая поверхность вставок - это "торец" ножки. Соответственно, для V-вставок можно взять обычный микрометр (лучше - предельную скобу более высокого класса), и проверить их длину от базы до конца V.
С W - вставками сложнее, у них измерительная поверхность - впадина в W (илли в М, кому что ближе).
Я правильно уловил?
Вячеслав48 Отправлено 28 April 2014 - 20:16
Я правильно уловил?
0leg-ch Отправлено 28 April 2014 - 20:38
Если я правильно понял, то у одного микрометра все вставки должны быть одной длины
В общем-то нет. Все _пары_ вставок д.б. одной длины.
|===>>===|
|==>>====|
|=====>>=|
Вот я схематично это изобразил. Разброс длин пар вставок обычно небольшой (у моих микрометров порядка 3-5 соток), допуски есть в вышеуказанном ГОСТе.
проверить их длину от базы до конца V.
Конец V вообще в работе не участвует! Участвует в ней боковая поверхность вставки.
И еще вопрос:
у обычного микрометра выставление на "ноль" происходит в микрометрической головке, которая со шкалами и трещеткой. "Способ А".
У этих микрометров фактически "на ноль" можно выставить как "способом А", так и "способом Б" - за счет регулировки в противоположной, не микрометрической головке.
Мне не совсем понятно, зачем вообще "головка Б" допускает регулировку. По логике ее можно было сделать вообще не регулируемой и т.п.
Вопрос - в каких случаях надо использовать регулировку "Б", или ее нельзя использовать вообще?
0leg-ch Отправлено 28 April 2014 - 22:25
Мне не совсем понятно, зачем вообще "головка Б" допускает регулировку
-(((( Я же в 10-м посте про это писал. Выставлять на 0 можно и ей (с некоторыми оговорками), но не так удобно, как традиционным способом. Обратите ещё внимание на п. 1.9 ГОСТа. Допуск на длину пары вставок -- -0.7 мм. Вот он этой "головкой Б" и компенсируется.
Если бы в этих микрометрах барабан крепился к микровинту как в поздних "калибровских" микрометрах (радиально расположеным винтом), и допускал бы перемещение как вокруг, так и вдоль микровинта, то регулировка "Б" была бы не нужна.




0 зарегистрированных, 1 гостей, 0 скрытых
Ответить цитируемым сообщениям Очистить

Я калибровал по концевым мерам,плиткам Иогансона 1го класса.Чисто для себя.
Хотя может быть "подводный камень",если микрометр использовался на шлифовке,в частности безцентровке,и круглошлифовальном то на плоскостях может быть выработка из за абразива.Вот тут можно "пролететь" в размере при измерении.
Деталюшки цилиндрические,удержание микрометра однообразное- с 71 года -износ не малый.
Хотя,если инструмент мало пользованный, можно использовать смело.
Но не плохо бы его разобрать ,промыть в керосине и смазать веретёночкой.Не известно как он хранился.
Имхо конечно.
С Ув.Ихолайнен.
PS. Трещеткой не пользовался никогда.
Сообщение отредактировал Ихолайнен: 06 October 2011 - 15:23
Plus Отправлено 06 October 2011 - 15:11
Если разобрать микрометр, как потом правильно настроить усилие срабатывания трещетки?
Симболативакс Отправлено 06 October 2011 - 15:16
Процедура поверки (калибровки) подробно описана в МИ 782-85 Микрометры с ценой деления 0,01мм. Методика поверки.
Калибровать его по некалированым плоскопаралелльным мера нет никакого смысла. То же касается и перекоса измерительных поверхностей, который проверяется плоскопараллеьными стеклянными пластинами. Совет -если нужна точность - в Госстандарт. Поверка обойдется дороже микрометра. И он ее (поверку) вряд ли пройдет. Или найти аттестованную калировочную лабораторию на предприятии. Кое-где они сохранились. А если точность не нужна - тогда и калибровать не надо.
Liger Отправлено 06 October 2011 - 17:37
Если разобрать микрометр, как потом правильно настроить усилие срабатывания трещетки?
Трещотку при юстировке разбирать не надо. А если её разобрать,то есть шанс всё растерять из неё, там шарики маленькие совсем, которые стремятся сразу раскатиться по всем сторонам. А усилие при котором она должна срабатывать= 900гр.
Сообщение отредактировал Liger: 06 October 2011 - 17:38
khatru Отправлено 06 October 2011 - 18:15
для калибровки (поверки?) существуют стеклянные цилиндры с шагом в четверть оборота рукоятки
типа 41,00 40,87 40,75 40,62
гост не помню :(
Появился несколько лет назад у меня микрометр, но использовал его редко. При очередном использовании поймал себя на мысли, что ноль у микрометра выставлен как-то криво.
Полез в интернет.
В конечном итоге закончилось это тем, что микрометр под натиском силы богатырской пришел в негодность, а тайна как выставить ноль на микрометре китайской конструкции была унесена микрометром в бездну мусоропроводную.
Но без микрометра жить плохо, потому был приобретен новый микрометр у которого по иронии судьбы ноль был также сбит.
Началась очереная серия, как установить ноль на микрометре 0-25!
Сначало на youtube.com был найден видеоурок по работе с микрометром
Увы, инженеры китайской мысли оптимизировали устройство советских инженеров и старые советы по выставлению нуля не применимы.
Отчаяние и безнадёга ситуации, усугубившаяся мыслями о падении родной валюты, стали склонять меня к мысли купить дорогущий микрометр, но с гарантированным выставлением нуля. С такой мыслью я продолжал поиски и наткнулся на ветку одного из форумов http://www.chipmaker.ru/topic/57464/ где такой же несчастный как я человек купил микрометр фирмы Kraftool, но выставить его в ноль не получается. От туда я понял, что нужно подходить нестандартно и пользуясь советами таки выставил свой микрометр Kraftool, подозрительно похожий на микрометр от Matrix и подобных китайских произведений.
Итак.
На Митинском радиорынке был приобретен набор LEGIONER фирмы Kraftool за 1000 рублей. При этом продавец имел очень смутное представление о настройке этого прибора. Тем не менее не теряя надежды бумажка в 1000 рублей (еще пользующихся спросом у продавцов) была обменена на микрометр.

Набор Микрометра Kraftool М-0-25-0.01 в разобранном виде:
1. Скоба (вместе с измерительной пяткой и стопором микрометрического винта);
2. Кольцо стопорное для стебля со шкалой (медное)
3. Кайка для выбора зазора микрометрического винта;
4. Стебель со шкалой
5. Микрометрический винт
6. Шайба
7. Фрикционная головка (трещотка).
Для того что бы разобрать микрометр нужно отложить инструкцию подальше и заняться творчеством.
1. Перво наперво ключиком из комплекта откручиваем фрикционную головку (трещотку).
2. Затем выкручиваем до конца винт микрометрический до конца.
3. С помощью ключа специального пытаемся сдвинуть с места стебель со шкалой.
Для этого в стебле есть специальная дырочка (№ 2 на рисунке ниже):

Дырочки для обслуживания микрометра
1. Коническая гайка для устраненя зазора в микрометрическом винте;
2. Дырка в стебеле со шкалой для установки в ноль.
Вставляем ключ в эту дырочку и пытаемся провернуть стебель в любую стороную. Он зафиксирован исключительно стопорным кольцом (№ 2 на рисунке по комплектности) и держится исключительно благодаря силе трения.
Если сдвинуть его не получается, то закручиваем коническую гайку сколько можно и пытаемся повторить операцию по сдвигу стебеля.
Как только это удаётся, то дальше стебель легко прокручивается с помощью ключа или, если приложить дополнительные усилия, то и вовсе снимается.
Таким образом вся регулировка этих замечательных китайскийх микрометров заключается в поворачивании стебеля со шкалой до нужного положения.
Вся "взрыв схема" микрометра 0-25 выглядит так:
Сборка производится в обратном порядке.
Для настройки нуля в микрометре советую посмотреть видео (ссылка в начале поста), а если кратко, то:
1. Очищаем измерительные поверхности путем зажатия между ними листа бумаги с помощью трещотки и вынимаем после этого лист бумаги. Эту операцию повторяем 2-3 раза (цель - чтобы бумага была чистая после вынимания).
2. Закручиваем микрометрический винт, оставля небольшой зазор между измерительными поверхностями (ну 1 мм не более). Далее медленно только трещоткой начинаем сближать измерительные поверхности до проворота трещотки.
3. Фиксируем стопором микрометрический винт.
4. С помощью специального ключика проворачиваем стебель со шкалой до совмещения с нужной отметкой на барабане со шкалой. Должно получиться что-то в это роде:
После чего ослабляем стопор микрометрического винта и можно пользоваться микрометром.
Недостаток такой конструкции микрометра один (кроме качества изготовления) - стебель со шкалой со временем начинает покадать свое место и его нужно возвращать на место. И конечно во временем сила трения начинает ослабевать и. стебель постоянно будет стремиться покинуть своё законное место.
И еще мысля. Не нужно тратить денежки на микрометры Kraftool. Точно такой же микрометр, но в два раза дешевле (по крайней мере в Москве) продается под маркой Matrix.
Поэтому желаю вам удачной экономии в это непростое время, которое уже длится лет 25 как минимум ;-)
Используя таблицу 19 и изучая микрометрические приборы заполнить таблицу 14.
Наименование микрометрического прибора, метрологические характеристики которого необходимо заполнить, в первой колонке уже записаны.
2 . Установка микрометра на нуль.
Перед началом работы микрометрическими приборами необходимо обязательно проверить их настройку на нуль. Это особенно важно для микрометрических приборов, так как у данных приборов очень легко (случайно или преднамеренно) нарушить установку на нуль.
Студенты должны получить практические навыки настройки микрометра на нуль, данную операцию повторять несколько раз на микрометрах диапазоном измерения (0-25 мм и 25-50 мм). То есть, сами специально расстраивать и настраивать микрометр на нуль как минимум 3-5 раз, чтобы у вас остались устойчивые навыки.
3. Порядок заполнения таблицы №15.
Через определенный период времени, каждый измерительный прибор подвергается поверке, то есть, проверяется правильность работы и показаний измерительного прибора.
Проверку правильности показаний осуществлять в 6-и точках (0; 5,12; 10; 24; 15,36; 21,50; 25,00 мм). Данные точки стандартизированы и указаны в таблице №15.
Если нулевая метка не совпадает с нулем, то настроить микрометр на нуль, как было указано выше.
Остальные точки проверять следующим образом. Составить блок концевых мер соответствующего размера (например, 5,12 мм) и замерить данный блок с помощью проверяемого микрометра. Если микрометр в данной точке показывает правильно, то показание микрометра и соответствующего блока должны совпадать (например, микрометр должен показывать 5,12 мм). Показание микрометра записать в колонку «Показания микрометра» против соответствующей точки (то есть, против 5,12 мм).
Если показание микрометра в проверяемой точке и значение блока концевых мер не совпадают, то возникает погрешность. Разность показания микрометра в данной точке и блока концевых мер по модулю необходимо записать в колонку «Погрешность» против проверяемой точки. Если они совпадают, то погрешности нет, в колонке «Погрешность» ставьте ноль.
Пример . Проверяемая точка 5,12 мм. При проверке микрометр показал 5,11 мм. Разность 5,12 – 5,11 = 0,01 мм. Значение 0,01 запишем в колонку «Погрешность» против строки 5,12 мм.
Если показание микрометра в проверяемой точке 5,12 мм оказалось меньше чем 5,12 мм (например, только 5,11 мм), то это значит, что в данной точке при измерениях микрометр показывает меньше на величину 0,01 мм. Надо вести поправку. Так как микрометр при измерении в данной точке показывает меньше на 0,01 мм, чем есть на самом деле, то поправку надо вести со знаком «+». Значение поправки + 0,01 мм необходимо записать в колонку «Поправка» против проверяемой точки 5,12 мм.
Если показание микрометра в данной точке 5,12 мм оказалось больше чем 5,12 мм (например, 5,13 мм), то это значит, в данной точке при измерениях микрометр показывает больше на величину 0,01 мм. Надо вести поправку. Так как микрометр при измерении в данной точке показывает больше на 0,01 мм, чем есть на самом деле, то поправку надо вести со знаком «-». Значение поправки -0,01 мм необходимо записать в колонку «Поправка» против проверяемой точки 5,12 мм.
Аналогично необходимо поступать и по всем проверяемым точкам микрометра.
Значение допускаемой погрешности микрометра необходимо записать в колонку «Допускаемая погрешность» пользуясь таблицей 19. Если имеется паспорт проверяемого микрометра, то значение допускаемой погрешности можно определить и по паспорту.
Заключение о годности делать по каждой проверяемой точке. Если погрешность в данной точке на превышает допускаемого значения, или равняется ему, то в данной точке необходимо записать слово "годный'. Если превышает допускаемое значение, то в данной точке необходимо записать «не соответствует».
4. Порядок заполнения таблицы №16.
В процессе заполнения данной таблицы студенты должны получить практические навыки измерения с помощью гладкого микрометра. Научиться методически правильно выполнять измерения. Объектом измерения является деталь (вал ступенчатый), изображенный на рисунке 11.
Внимание! В процессе измерения микровинт вращать только за трещоточное устройство, чтобы измерительное усилие было всегда постоянным.
Измерить диаметр каждой шейки в двух сечениях I - I и II - II перпендикулярных к оси детали как показано на рисунке 11. Измерения в каждом сечении необходимо выполнять в двух направлениях А - А и Б - Б. Таким образом, на каждой шейке студенты должны выполнить по 4 измерения.
По результатам измерений студенты должны рассчитать овальность в каждом сечении иконусность каждой шейки детали.
Пример определения овальности шейки "d1 ":
где dmax. – максимальный диаметр вала в данном сечении,dmin . – минимальный диаметр в данном сечении.
Для нашего примера в сечении I-I:
Конусность определяется по зависимости:
где dср.max - максимальное значение среднего арифметического из двух диаметров направлений А - А и Б - Б в одном из двух сечений, dср.min - минимальное значение среднего арифметического из двух диаметров направлений А - А и Б - Б в одном из двух сечений, l - расстояние между сечениями I - I и II - II.
Для диаметра d1 расстояние l между сечениями I - I и II - II составляет 40 мм. Тогда конусность для шейки диаметра d1 будет:
С = ( 25,17 - 25,16) / 40 = 0,0025 .
5. Порядок заполнения таблицы № 17.
В процессе заполнения таблицы студенты должны получить практические навыки измерения с помощью микрометрического глубиномера. Научиться методически правильно выполнять измерения. Объектом измерения является деталь, изображенная на рис 12.
Проверить правильность настройки глубиномера на нуль. В случае необходимости настроить глубиномер на нуль с помощью прилагаемых к нему калибров.
Измерить глубины каждого отверстия трехкратно и результаты занести в таблицу 17.
Рассчитать среднее значение по трем измерениям.
Предельные значения по чертежу студентам предоставляет преподаватель, после выполнения всех измерений.
Сравнивая среднее значение по каждому отверстию с предельными значениями по чертежу сделать заключение о соответствии или несоответствии каждого отверстия установленным требованиям.
Если среднее значение данного отверстия равняется предельным значениям по чертежу, или же находится между ними, то деталь соответствует установленным требованиям. Если же среднее больше максимального или меньше минимального по чертежу, то деталь не соответствует установленным требованиям.
6. Порядок заполнения таблицы №18.
В процессе заполнения таблицы 18 студенты должны получить практические навыки измерения диаметров отверстий с помощью микрометрического нутромера (рис. 14). Научиться методически правильно выполнять измерения. Объектом измерения является втулка, показанное на рис. 13.
Внимание! У микрометрического нутромера отсутствует трещоточный механизм для стабилизации усилия измерения. Это требует особенно аккуратной работы в процессе измерения.
У шкалы на стебле миллиметровые штрихи расположены сверху, а штрихи, отмечающие половину миллиметрового деления, расположены снизу. То есть, наоборот, чем у гладких микрометров.
Подбирая соответствующе удлинители можно изменить диапазон измерения диаметров отверстий.
С помощью калибра (его номинальный размер равен 75,00 мм) проверить правильность настройки нутромера на нуль. В случае нарушения настройки на нуль, настроить нутромер на нуль. Настройка на нуль аналогична настройке на нуль гладких микрометров.
Измерения выполнять по схеме рисунка 13. То есть, в
двух сеченияхI-IиII-IIперпендикулярных к оси кольца. В каждом сечении измерения выполнять в двух направлениях А - А и Б - Б. Результаты заносить в табл. 18. Рассчитать овальность в каждом сечении и конусность аналогично, пункту 4.
После завершения измерений проверить качество своих измерений, сравнивая свои данные с данными по чертежу. Чем ближе находятся измеренные значения с размерами по чертежу, тем аккуратно и правильно студенты измерили диаметр кольца с помощью нутромера.

Рис. 11. Эскиз детали (вал ступенчатый), диаметры которой замеряются гладкими микрометрами МК.
I–I,II-II- номера сечений. А - А, Б - Б направления замеров диаметра в

Рис. 12. Эскиз детали (вид сверху )
глубины отверстий, которые замеряются с помощью микрометрического глубиномера
1,2,3,4,5,6,7,8,9- номера отверстий
Рис. 1З. Эскиз детали (втулки), диаметр отверстия которой
замеряется с помощью микрометрического нутромера.

Рис. 14. Нутромер микрометрический
1 - наконечник измерительный,
5 - колпачок установочный.
Рис. 15. Глубиномер микрометрический
I-деталь контролируемая, 2-стержень сменный, 3-винт микрометрический, 4-основание, 5-винт стопорный, 6-стебель, 7-барабан, 8-колпачок, 9-устройство трещеточное.
МикровинтСтебельБарабанМикровинтСтебельБарабан
Отсчет 3,23 ммОтсчет 3,71 мм
Рис. 16. Порядок отсчета показаний микрометрических инструментов
- цена деления на стебле 0,5 мм,
- цена деления шкалы барабана 0,01 мм.
Рис. 17. Микрометры типа МК для наружных измерений:
а) - пределом измерений 0 - 25 мм,
б) - пределом измерений 50 - 75 мм.
Метрологические характеристики микрометрических приборов (размеры в мм)
Условное обозначение микрометрических
приборов в технической документации
При составлении технологических карт на изготовление новых и восстановление изношенных деталей, а также заявки на приобретение измерительных приборов, в конструкторской части курсовых и дипломных проектов необходимо правильно указывать в условной форме измерительные приборы. Ниже приводятся несколько примеров условного обозначения микрометрических приборов.
1. Микрометр гладкий с диапазоном измерения 25-50 мм и класса точности 1: Микрометр МК-50-1 ГОСТ 6507-90.
2. Микрометр листовой диапазоном измерения 0-10 мм:
Микрометр МЛ-10 ГОСТ 6507-90.
3. Микрометр горизонтальный настольный диапазоном измерения 0-20 мм: МГ-20.
4. Глубиномер микрометрический диапазоном измерения 0-150 мм:
Глубиномер ГМ-150 ГОСТ 7470-78.
5. Нутромер микрометрический диапазоном измерения 50-75 мм:
Нутромер НМ-75 ГОСТ 10-88.
Проверка установки микрометра на нуль и
порядок настройки микрометра на нуль
Перед началом работы микрометрическими приборами необходимо обязательно проверить их настройку на нуль. Это особенно важно для микрометрических приборов, так как у данных приборов очень легко (случайно или преднамеренно) нарушить установку на нуль.
Нарушение установки на нуль может случиться после длительного хранения в сырых и запыленных помещениях, или же, оператор, который работал данным прибором, нарушил установку на нуль. Естественно, все результаты измерений, выполненные прибором с нарушенной установкой нуля, будут ошибочными со всеми вытекающими отсюда последствиями.
Проверка установки микрометра на нуль
Поворотом стопорного винта или рычажка (рис. 17) освободить (расстопорить) микровинт, то есть, подвижная пятка (микровинт) должна свободно проворачиваться при ее вращении за трещоточное устройство.
Если диапазон измерения микрометра в пределах 0-25 мм, то плавно вращая микровинт за трещеточное устройство ввести в соприкосновение рабочие поверхности пяток. В момент их соприкосновения будут слышны щелчки в трещеточном устройстве.
При правильной установке микрометра на нуль скошенный край барабана (указатель) должен установиться так, чтобы штрих (0; 25; 50 и др. в зависимости от диапазона измерения прибора) начального деления шкалы на стебле с ценой деления 0,5 мм должен быть полностью виден, а нулевое деление шкалы барабана установилось бы против продольного штриха на стебле.
Более конкретно, при правильной установке микрометра на нуль скошенный край (указатель) барабана не должен перекрывать нулевой начальный штрих шкалы на стебле более чем на 0,07 мм или удаляться от нулевого штриха более чем на 0,15 мм.
Если диапазон измерения микрометра от 25 мм и выше, при проверке правильности установки микрометра на нуль, между пятками микрометра устанавливайте специальный калибр (рис. 17б) или блок плоскопараллельных концевых мер длины, размером, равным начальному значению диапазона измерения, например, 50 мм и т.д.
Если установка нуля нарушена, то настройку микрометра на нуль выполняйте в последовательности, как указано ниже.
Установка микрометра на нуль
Поворотом стопорного винта или рычажка (рис. 17б) освободить (расстопорить) микровинт, то есть, подвижная пятка (микровинт) должна свободно проворачиваться при ее вращении за трещоточное устройство.
Если диапазон измерения микрометра в пределах 0-25 мм, то, плавно вращая микровинт за трещеточное устройство, введите в соприкосновение рабочие поверхности пяток. В момент их соприкосновения будут слышны щелчки в трещоточном устройстве.
С помощью стопорного устройства (стопорное устройство может быть в виде винта, рычажка или кольца) застопорить микровинт неподвижно.
Придерживая барабан левой рукой неподвижно, правой рукой ослабить соединительный колпачок, то есть, после этого барабан должен свободно вращаться вокруг стебля.
Осторожно вращая барабан установить его в положение нуль, то есть, в положение, когда его нулевой штрих станет против продольного штриха шкалы на стебле.
Осторожно завертывать (наживлять) соединительный колпачок. При этом барабан должен оставаться неподвижным, то есть, в нулевом положении.
Освободить стопорное устройство и, вращая за трещоточное устройство, отводить пятки микровинта друг от друга (или от установленного калибра). Закрепить соединительный колпачок неподвижно окончательно.
Для убедительности еще раз проверить правильность установки микрометра на нуль, так как без практических навыков редко удается с первого раза правильно установить микрометр на нуль. В противном случае повторить установку на нуль.
Вопросы для самоподготовки
1. Назначение гладкого микрометра?
2. Назначение микрометрического глубиномера?
3. Назначение микрометрического нутромера?
4. На чем основан принцип действия микрометрических приборов?
5. Какой шаг имеет винт большинства микрометрических приборов?
6. Что такое "стебель" и его назначение?
7. Назначение барабана. какие метки и сколько на нем нанесены?
8. Назначение трещоточного устройства и его конструкция?
9. В каких пределах обеспечивается измерительное усилие у гладких микрометров?
10. Как проверяется правильность показания гладких микрометрических приборов?
11. Как настраивается микрометр на нуль?
12. Показать микрометр диапазоном измерения 25 - 50 мм, микрометрический нутромер и микрометрический глубиномер?
13. Показать на микрометре подвижную пятку. неподвижную пятку и их измерительные поверхности?
14. Покажите на микрометре стопорное устройство ?
15. Чему равняется цена деления шкалы на стебле микрометрического прибора?
16. Чему равняется цена деления шкалы барабана микрометрического прибора?
17. На какое расстояние переместится подвижная пятка (микровинт) при повороте барабана на 360? (на один оборот) у микрометрических приборов?
18. По какой формуле определяется цена деления "i" шкалы барабана микрометрических приборов?
19. Какие метрологические показатели (характеристики) можно определить непосредственно изучая микрометрический прибор?
20. Какие элементы играют роль указателя на стебле и на барабане?
21. Как (на каком расстоянии) должны располагаться начальная метка шкалы на стебле и торце барабана при правильной настройке микрометра на нуль?
22. Почему при проведении измерений желательно расположить микрометр на стойке, а не держать в руках?
23. Как (по какой формуле) рассчитываются овальность и конусность при измерении диаметров деталей?
ЛАБОРАТОРНАЯ РАБОТА № 5
ИЗМЕРЕНИЕ УГЛОВ И КОНУСОВ
Изучить конструкцию угломера с нониусом и синусной линейкой.
Получить практические навыки измерения наружных и внутренних углов с помощью угломера.
Научиться контролировать точность угла наружного конуса с помощью синусной линейки.
Единицы измерения углов
1. Радианная мера - углом в один радиан называется плоский угол между двумя радиусами круга, вырезающий из окружности дугу, длина которой равна радиусу.
2. Стерадиан - центральный телесный угол, который вырезает на поверхности сферы площадь, численно равную квадрату радиуса.
3. Градусная мера - углом в один градус называется плоский угол, равный 1/360 части центрального угла, опирающегося на полную окружность.
1? = ---- = 0,017453 рад.
При измерении конусов углы измеряются величиной и конусностью.
Нормальные ряды и размеры углов
Нормальные ряды и размеры углов регламентированы по ГОСТ 178-75 "Основные нормы взаимозаменяемости". "Допуски углов".
Все нормальные углы, применяемые при конструировании, проектировании подразделены на три группы:
1) нормальные углы общего назначения (наиболее распространенные);
2) нормальные углы специального назначения (применяются в стандартизированных специальных деталях);
3) специальные углы (углы, значения которых связаны расчетными зависимостями с другими принятыми размерами и которые нельзя округлить до нормальных углов, определяемые специфическими или эксплуатационными требованиями).
Ниже приведены ряды нормальных углов по ОТ СЭВ 513-77:
РЯД 1: 0°; 5°; 15?; 20°; 30°; 45°; 60?; 90°; 120°.
РЯД 2: 30?; 1°; 2°; 3°; 4°; 6°; 7°; 8°; 10°; 40°; 75°;
РЯД 3: 15?; 45?; 1?30?; 2°30?; 9°; 12°; 18°; 22°; 25°; 35°; 50°; 55°; 65°; 70°; 80°; 85°; 100°; 110°; 135°; 150°; 165°; 180°; 270°; 360°.
Внимание! При выборе углов необходимо соблюдать принцип предпочтительности. То есть, 1 ряд следует предпочитать ряду 2, а ряд 2 - ряду 3.
Для вывода зависимости угла "?" с другими элементами детали, как правило, рассматривают плоский клин или конус.
На (рис. 24) приведена схема плоского клина, а на (рис. 25) приведена схема конуса. Из (рис. 24) видно, что:
Из (рис. 25) видно, что:
Допуски угловых размеров
По ГОСТ 8908-81 (СТ СЭВ 178-75) установлены следующие виды допусков углов и их обозначение.
АТ - обобщенное обозначение допуска угла"?".
Допуском угла "?" - АТ? называется разность между наибольшим "?max " и наименьшим "?min " предельными углами (рис. 26).
Допуски углов должны назначаться в зависимости от номинальной длины "L1" меньшей стороны угла "?".
Допуск угла может быть расположен относительно номинального угла ? плюс (обозначается +АТ ), в минус (обозначается-АТ ), или симметрично (обозначается±АТ ).
Виды допусков углов и их обозначение
Стандартом установлены следующие виды допусков углов и их обозначение.
АТ (рис. 26) - допуск угла (разность между наибольшим и наименьшим предельными углами) обобщенное обозначение:
Интернет – магазин оборудования для автосервисов 220bar.ru инструкция покупателю:
Микрометр 50-75 мм MATRIX 31775
Технические характеристики Микрометр 50-75 мм Matrix 31775
Del - DESCRIPTION Микрометр 50-75 мм MATRIX 31775
del_KEYWORDS Микрометр 50-75 мм MATRIX 31775
del_TITLE Микрометр 50-75 мм MATRIX 31775
Как купить Микрометр 50-75 мм Matrix 31775 в "интернет – магазин" - 220bar.ru?
Форма оплатыВы можете оплатить приобретенные товары следующими способами:
Доставка возможна при заказе товара на сумму от 2000 рублей. Стоимость доставки по Москве и области:
Доставка осуществляется бесплатно при заказе на сумму от 15000 рублей (по Москве) и от 25000 рублей (в пределах 10 км от МКАД). Доставка крупногабаритного товара (от 100 кг) обговаривается отдельно Доставка производится с 11:00 до 18:00 в будни.
СамовывозСамостоятельно получить и оплатить заказ Вы можете в офисе продаж по адресу:
Обязательно делайте заказ на сайте или по телефону до приезда в офис.
Доставка по РоссииДоставка по России осуществляется посредством транспортных компаний по их тарифам. Доставка по Москве до транспортной компании – бесплатно (кроме крупногабаритных товаров более 100 кг). Для доставки по России Вам необходимо:
После подтверждения оплаты, мы отправляем Ваш заказ. Оплата доставки производится при получении товара в офисе транспортной компании.
Комментариев пока нет.
Недавно просмотренные товарыНазвание работы: ПОВЕРКА МИКРОМЕТРА
Категория: Лабораторная работа
Предметная область: Физика
Описание: Лабораторная работа № 2 ПОВЕРКА МИКРОМЕТРА Цель работы: изучить устройство и принцип действия микрометра; получить первичные практические навыки в выполнении поверки СИ осуществить поверку микрометра определить пригодность микрометра к использованию. Устройство и принцип действия микрометра Микрометр относится к классу микрометрических измерительных инструментов принцип действия которых основан на использовании винтовой пары винт гайка позволяющей преобразовать вращательное движение микровинта в поступательное. Устройство.
Дата добавления: 2013-09-23
Размер файла: 227.5 KB
Работу скачали: 161 чел.
Федеральное агентство по образованию
Государственное образовательное учреждение высшего профессионального образования
Владимирский государственный университет
Кафедра - Управление качеством и техническое регулирование
Лабораторная работа №2
Тема: ПОВЕРКА МИКРОМЕТРА
Литература:Лабораторная работа № 2
- изучить устройство и принцип действия микрометра;
- получить первичные практические навыки в выполнении поверки СИ,
- осуществить поверку микрометра,
- определить пригодность микрометра к использованию.
Поверкой называется комплекс мероприятий (проверок) по определению пригодности СИ к использованию путем определения фактических (полученных путем измерений) метрологических характеристик и сравнения их с допустимыми (взятыми из нормативных документов).
1. Общие сведения
1.1. Устройство и принцип действия микрометра
Микрометр относится к классу микрометрических измерительных инструментов, принцип действия которых основан на использовании винтовой пары (винт - гайка), позволяющей преобразовать вращательное движение микровинта в поступательное.
Приборостроительная промышленность изготавливает микрометры в соответствии с требованиями ГОСТ 6507-90 с пределами измерений от 0 до 300 мм с интервалом 25 мм. ( 0-25, 25-50 и т.д. до 275-300 ). При необходимости микрометры могут быть укомплектованы специальной стойкой с зажимом, позволяющей исключить дополнительную погрешность из-за нарушения температурных условий измерений.
Устройство микрометра изображено на рис.1.

Рис.1. Устройство микрометра с диапазоном измерения от 0 до 25 мм
Основанием микрометра является скоба 1, а передаточным механизмом служит винтовая пара, состоящая из микрометрического винта 3 и микрометрической гайки, расположенной в стебле 5. В скобу 1 запрессована пятка 2 и стебель 5. Измеряемая деталь охватывается измерительными поверхностями микровинта и пятки. Барабан 6 присоединен к микровинту установочным колпачком 8. Вращение барабана должно осуществляться с помощью трещотки 9 для создания одинакового калибровочного и измерительного усилия, которое для микровинта равно F = 7 ± 2Н. Превышение измерительного усилия ограничивается трещоткой. Закрепляют микровинт в требуемом положении стопорным винтом 4. Накатной выступ 7 служит для удобства работы с микрометром.
Отсчетное устройство микрометра состоит из двух шкал (Рис.2.):
- продольной (на стебле измерительной системы) и
- круговой (на круговой поверхности барабана).
Продольная (грубого отсчета) шкала имеет два ряда штрихов, расположенных по обе стороны горизонтальной линии и сдвинутых один относительно другого на 0,5 мм. Оба ряда штрихов образуют одну продольную шкалу с ценой деления 0,5 мм, равной шагу микровинта. Отсчет снимается по последнему делению, которое видно.
Круговая (точного отсчета) шкала имеет 50 делений с ценой деления 0,01 мм (при шаге винта S - 0,5 мм), нанесенных на поверхности барабана по окружности. Индексом для снятия отсчета служит продольная линия грубой шкалы. По продольной шкале отсчитывают число целых миллиметров и 0,5 мм, по круговой - десятые и сотые доли миллиметра. Третий десятичный знак отсчитывают приближенно, зрительно интерполируя цену деления шкалы барабана до 0,1 деления (до 0,001 мм).
Результат получают суммированием отсчетов по шкале стебля и отсчета по шкале барабана.
Например, на рис.2 полный отсчет показания микрометра равен:
L m = L CT + L б = 2,5 + 0,31 = 2,81 мм.
Для обеспечения нормированной точности использования СИ необходимо проведение поверочных (калибровочных) работ, содержащих ряд отдельных проверок и регулировок. Любое СИ имеет общие для всех средств проверки (регулировки) и индивидуальные для каждого конкретного типа СИ.
Из числа общих для микрометра относятся:
- установка (проверка) прибора на нуль (начало отсчета) и
- определение инструментальных погрешностей.
К индивидуальной – проверка параллельности (непараллельности) измерительных поверхностей.
2. Методика поверки микрометра
Поверка - это совокупность действий, выполняемых для определения или оценки погрешностей средств измерений и установления их пригодности к применению.
2.1. Операции поверки
При проведении Поверки микрометра должны быть выполнены следующие операции:
- установка шкалы микрометра на нуль,
- определение (контроль) метрологических характеристик (определение погрешности шага и профиля микровинта;
- определение отклонения от параллельности и плоскостности измерительных поверхностей; погрешности расположения штрихов измерительных шкал; погрешности деформации скобы, возникающей под действием измерительного усилия и т.д.).
Микрометры, находящиеся в эксплуатации, поверяются по погрешностям показаний и по отклонениям от параллельности измерительных плоскостей.
2.2. Условия поверки и подготовка к ней
На правильность поверки микрометров влияет температурный режим, при котором проводится поверка. Допустимые по ГОСТ 6507-90 отклонения температуры от 20 градусов при поверке микрометров приведены в табл.1.
Микрометр и установочные меры, подлежащие поверке, выдерживаются в помещении, где проводится поверка не менее 3 часов.
Допустимые отклонения температуры от 20 о ,С
2.3. Проведение поверки
2.3.1. Внешний осмотр
При проведении внешнего осмотра должно быть установлено соответствие микрометра требованиям ГОСТ 6507-90 в части формы измерительных поверхностей микрометра и установочной меры, качества поверхностей, оцифровки и штрихов шкал, комплектности. Измерительные поверхности микрометра необходимо очистить от смазки.
При опробовании проверяют плавность перемещения барабана микрометра вдоль стебля; отсутствие вращения микрометрического винта, закрепленного стопорным устройством, обеспечивающим измерительное усилие (при этом показания микрометра не должны изменяться); неизменность положения закрепленной пятки.
2.3.3. Установка микрометра на нуль.
Микрометр устанавливается на нуль или соответствующее начальное показание шкалы 25 мм, 50 мм. и т.д. с помощью установочных мер в зависимости от интервалов измерений микрометра
В положении плотного соприкосновения измерительных поверхностей микрометра (измерительного винта и пятки) или измерительных поверхностей с установочной мерой, соответствующей начальному показанию шкалы (25 мм, 50 мм. и т.д.) закрепить стопор микровинта вращением винта стопора по часовой стрелке до прочного зажатия (рис.3).

Рис.3. Закрепление винтового стопора гладкого микрометра
Разъединить барабан и микровинт, для чего охватить левой рукой барабан за накатный выступ, а правой установочный колпачок повернуть против часовой стрелки (на себя) до появления осевого люфта барабана на микровинте (рис.4).

Рис.4. Освобождение барабана микрометра
Совместить нулевой штрих шкалы барабана с продольным штрихом шкалы стебля, для чего скобу микрометра охватить левой рукой, как показано на (рис.5), причем пальцами левой руки удерживать барабан в положении совпадения нулевых штрихов, а правой вращать установочный колпачок по часовой стрелке до полного закрепления барабана на микровинте.
Освободить стопор микровинта, вращая его против часовой стрелки.
Проверить правильность выполненной установки микрометра, для этого отвести микровинт от пятки, вращая его за трещотку против часовой стрелки на 3 - 4 оборота и затем вращая измерительный барабан за трещотку снова подвести микровинт к пятке. В этом положении нулевой штрих шкалы барабана должен совпасть с продольным штрихом шкалы стебля, а срез барабана должен находиться над нулевым штрихом шкалы стебля. Погрешность установки (отсчет по точной шкале) не должна превышать одного деления точной шкалы (10 мкм).

Рис.5. Закрепление барабана микрометра установочным колпачком
Если установка с первого раза не удалась, то ее повторяют до тех пор, пока не будет достигнута необходимая точность совпадения нулевых штрихов. Если погрешность установки не будет обеспечена, то микрометр считается не пригодным к использованию.
2.3.4. Определение инструментальных погрешностей.
В основе измерительной системы микрометра лежат винт с гайкой. Гайка соединена со скобой, а винт с измерительным барабаном. Качество измерительной системы зависит от точности изготовления резьбы на гайке и винте и их сопряжения. Так как изготовить резьбу с высокой точностью на всей длине измерительной системы невозможно, то погрешности микрометра на разных участках предела измерения будут разные. Поэтому оценки погрешностей (систематической и случайных), определенные в какой-то определенной точке диапазона измерений не будут соответствовать погрешностям в других точках диапазона. В следствии этого для качественной оценки пригодности микрометра необходимо определить погрешности через некоторые интервалы по всему диапазону измерения.
Для этого назначаются размеры, по которым будет проведена поверка микрометра. Число поверяемых точек должно быть не менее шести, и располагаться они должны равномерно по шкале. Например, если микрометр имеет диапазон измерения от 0 до 25 мм, то в качестве поверяемых точек можно выбрать 0, 5, 10, 15, 20 и 25 мм.
Показания микрометра поверяются по каждому контролируемому размеру. Соответствующие размеры устанавливаются с помощью плоскопараллельных мер длины (плиток). Для получения более достоверных результатов измерений каждое измерение повторяют 10 раз. Среднее арифметическое значение повторных измерений снижает влияние случайных погрешностей измерений.
Так как целью работы является определение погрешностей, то в качестве результата измерений можно определять не численное значение результата измерения размера плоскопараллельных мер длины, а значение погрешности, снимаемое по точной шкале. Это уменьшит время работы и упростит расчеты.
Значение погрешности снимается со шкалы микрометра следующим образом (рис. 6.):
- если осевая линия грубой шкалы выше нулевой риски на шкале барабана, то погрешность имеет положительное значение, а если ниже – то отрицательное.
- величина погрешности определяется в микрометрах.
Например, на рис. 6. погрешность микрометра равна ? = + 10 мкм.
Результаты измерений заносятся в табл.2.
Результаты измерений погрешности показаний микрометра
Обработка результатов измерений
Пользуясь статистическими методами обработки результатов, определим погрешности измерения для каждой исследуемой точки шкалы следующим образом:
а) вычисляется среднее арифметическое значение измерений
где n - число измерений;
х i - значение каждого измерения (случайная величина);
б) вычисляется среднее квадратическое отклонение
в) выбирается уровень надежности (доверительная вероятность) результатов измерений: Р = 0,90; Р = 0,95; Р = 0,99. По табл.4 находим коэффициент Стьюдента t p ( n ) для выбранной вероятности Р и числа измерений n ;
Значения коэффициента t p ( n ) для выбранной вероятности Р
и числа измерений n
г) рассчитываются предельные значения абсолютных погрешностей измерений ?x = t p ( n )
и определяются границы доверительного интервала
Значения вычисленных величин X ср и x 1,2 заносятся в табл. 2 и наносятся на график погрешностей микрометра (рис.6)
Математическая обработка результатов измерений может быть произведена на компьютере с помощью прикладных программ.
При работе с программами пользователю предоставляется возможность выбора требуемого исследования микрометра на точность шкалы или на параллельность. В процессе работы с программой учитываются:
количество поверяемых точек шкалы.
2.3.5. Определение отклонения от параллельности измерительных поверхностей микрометра
Отклонения от параллельности измерительных поверхностей микрометра измеряются в двух взаимно перпендикулярных направлениях. Разность размеров в двух противоположных точках будет характеризовать непараллельность рабочих плоскостей. Для измерения составляется блок концевых мер, равный примерно среднеарифметическому размеру между наибольшим и наименьшим размерами, измеряемыми микрометром. Например, для микрометра с пределами измерений 0-25 рекомендуется для поверки непараллельности брать размер 12. 13 мм. При составлении блока концевых мер измерительные поверхности должны быть обезжирены, протерты с помощью замшевого материала и тщательно притерты друг к другу.

Рис.5. Касание измерительной поверхности микровинта
с концевой мерой при поверке микрометра:
а - сверху; б - снизу; в - спереди; г - сзади
Измерение и отсчет аналогичны методу определения погрешности показаний микрометра, только касание измерительных поверхностей микрометра с блоком плиток ограничивается сегментом высотой приблизительно 1/4 диаметра микрометра. Схема расположения концевой меры при поверке микрометра с измерительной поверхностью микровинта представлена на рис.5. Для повышения точности отсчета показаний следует пользоваться увеличительным стеклом, позволяющим определить значение с погрешностью до 25 % от цены деления шкалы. Результаты измерений и расчетов оформляются в соответствии с табл.3.
Результаты измерений отклонения от параллельности измерительных поверхностей
Если отклонение превышает допустимое, но имеет один знак, микрометр следует настроить, и заключение давать с учетом перенастройки. Если настройкой добиться показаний микрометра в пределах допустимых отклонений не удается, микрометр подлежит браковке.
Если отклонения от параллельности измерительных поверхностей превышают допустимые по ГОСТ 6507-90, а погрешности показаний микрометра удовлетворяют требованиям ГОСТ 6507-90 или этим требованиям не могут удовлетворять после перенастройки, следует дать заключение, что требуется исправление (доводка) измерительных поверхностей.
Таким образом, сравнивая результаты эксперимента с нормами допустимых отклонений по ГОСТ 6507-90, дается заключение о годности микрометра.
11. Какому ГОСТу должен удовлетворять исследуемый микрометр?
Рис.2. Шкалы микрометра
Грубая шкала - Lст
Точная шкала - Lб
Обучение студентов в медицинском колледже(училище) завершается проведением итоговой аттестации, которая включает в себя вопросы педиатрии с детскими инфекциями. Данное пособие поможет Вам подготовиться к предстоящей аттестации. При подготовке к аттестации следует. Проверить свои знания, ответив на тестовые задания по всем разделам и сверить свои ответы с эталонами. Для оценки знаний пользуйтесь критериями
Концентрация раствора хлорамина для обработки поверхности загрязненной кровью а 3 б 1 в 05 г 025 2. При попадании хлорсодержащего раствора в глаза медсестры необходимо а промыть раствором гидрокарбоната натрия б закапать раствором альбуцида в немедленно обратиться к врачу г промыть глаза проточной водой 6. Пациент разбил ртутный термометр действие медсестры а собрать в герметичную емкость и сообщить в СЭС б собрать влажным тампоном и выбросить в мусорный контейнер в собрать грушевидным баллоном и вылить в раковину г собрать.
При подготовке к аттестации следует: 1. При неудовлетворительной оценке следует вновь проработать учебный материал 3. Повторить решение тестовых заданий Желаем успеха Требования государственного образовательного стандарта к уровню подготовки специалистов в области терапии для специальности 0401 Лечебное дело Фельдшер должен: знать систему организации терапевтической службы; знать причины механизмы развития клинические проявления методы диагностики осложнения принципы лечения и профилактики заболеваний внутренних органов; уметь.
Для профилактики раневой инфекции на первом этапе медицинской эвакуации применяют: а первичную хирургичесую обработку ран наложение асептической повязки б антибиотикотерапию обезболивание инфузионную терапию в транспортную иммобилизацию обезболивание г наложение асептической повязки антибиотикотерапию 19. Для профилактики раневой инфекции на первом этапе медицинской эвакуации применяют: а первичную хирургичесую обработку ран наложение асептической повязки б антибиотикотерапию обезболивание инфузионную терапию в транспортную.