Рейтинг: 4.9/5.0 (1832 проголосовавших)
Рейтинг: 4.9/5.0 (1832 проголосовавших)Категория: Инструкции
![]()
В шестидесятые годы XIX века на Российский рынок пришла компания Singer. Швейные машинки ввозились в Россию из Германии, объем продаж постоянно увеличивался и чтобы сократить транспортные издержки, руководство компании приняло решение об открытии завода в России.
В 1900 году в Подольске началось строительство завода, а уже в 1902 году начался выпуск первых деталей.
К 1913 году объем производства достиг 600 000 штук в год. Качество продукции не уступало немецким аналогам.
Швейный машинки продавались в фирменных магазинах по всей Российской Империи и как знак качества компания Singer была удостоена знака "Поставщик Двора Его Императорского Величества" .
После Октябрьской революции 1917 года завод был национализирован и стали выпускаться машинки под маркой "Госшвеймашина". а позднее "ПМЗ". Выпуск продолжался до конца 1950х годов.



















На этих машинах в специальных мастерских Парижа шилось солдатское обмундирование.Теперь нить челнока регулировалась пружиной, а верхняя - чашечками нитенатяжителя. Машинка фирмы ПФАФФ В 1902 году в Подольске заработал завод, выпускавший машины с русифицированным логотипом «Зингеръ» к которому скоро прибавился тогдашний «знак качества» – надпись «Поставщик Двора Его Императорского Величества».Она специализируется на производстве различного рода декоративных краеобметочных машин, включая машины с большими дифференциальными отношениями, позволяющими получить красивые волнистые краебметочные швы, прозванные ракушечными. Главы семейств не собирались тратить такие деньги.
Такая машиночка работает по принципу ткацкого станка, меньше всего травмирует ткань и обеспечивает хороший баланс нижней и верхней нитей из-за чего изделие лучше сохраняет свою форму даже после дождя. В 1850 году в швейном аппарате А. К 1914 году Россия занимала второе место в мире по сбыту швейных машин после Северо-Американских Штатов, продавая их ежегодно в количестве 700 тысяч штук на сумму 63,5 млн рублей.
было основано акционерное общество «Мануфактурная компания Зингер».Последующими изобретателями, швейная машина была усовершенствована. Здесь швейная машина была практически доведена до совершенного вида. Н.
К 1900 году помимо машин для пошива одежды были созданы специальные машины для шитья брезентовых палаток, парусов, почтовых мешков, переплетов книг, дорожных сундуков, седельного снаряжения, обуви, галантерейных изделий ремней, лент, зонтов, шляп, шлангов и др. А через год основатель «швейной» империи умер, оставив наследникам огромное по тем временам состояние в $13 млн.Шитье так много значит в жизни человека, что какую-нибудь машину, умеющую шить, просто нельзя было не изобрести. Создание швейной машины относится ко второй половине XVIII века.Журнал «Scientific American» тотчас отметил их как «экстраординарные».Все эти машины не получили широкого практического применения.
Швейная машина с подачей ткани в 4-х направлениях. Зигзагообразная строчка. При подборе нужной лапки. Изобретатель Бартоломи Тимоньё открыл в 1831 году небольшую швейную фабрику под Парижем.Как правило, в челноке нить проходила через дырочки и чем больше, тем сильнее натяжение.Швейная машинка стала первым бытовым прибором, допускавшим ремонт в домашних условиях.Более совершенная машина однониточного цепного переплетения была создана французом Б.История изобретения швейной машины полна драматических, а порой и трагических событий.Первыми, где-то в четырнадцатом веке, следует считать голландцев, в чьих мастерских по пошиву парусов впервые была применена колесная машина, стачивающая длинные полотна.А кое-кто, возможно, вспомнит, что Зингер, получая патент на свое изобретение, изо всего множества узлов и деталей запатентовал только одно устройство иглу с ушком внизу.
В 1877 году Джозеф Мерроу-младший изобретает первую в мире машину для обработки краев трикотажных изделий стежками, имитирующими ручные стежки. " ОВЕРЛОК.
Зингер 1900 год. В 1833 американец Уолтер Хунт создал первую машину, которая не пробовала подражать ручному шитью.Наиболее удачной машиной оказалась машина Зингера с так называемым "качающимся челноком".
Тимонье. Наученный горьким опытом Джозеф Макенс Мерроу горевал недолго и на том же месте на следующий год построил здание трикотажной фабрики, а новое предприятие назвал фирмой «J.
Предприятие оказалось успешным. * Зеркальное отображение мотива. А затем успехи российских продаж побудили руководство Singer задуматься над созданием в нашей стране собственного производства.Эти машины не только широко расходились по России, но и экспортировались в Турцию и на Балканы, а также в Персию, Японию и Китай. компания Зингера быстро завоевала не только американский, но и мировой рынок.В 1851 году свою швейную машину запатентовал в Соединенных Штатах Исаак Зингер.
Он получил новые патенты в 1841, 1845 и 1847 годах для новых моделей швейных машин. По мере окончания действия патентов фирмы ее значение в общемировом швейном машиностроении падало, но она существует до настоящего времени и является старейшим предприятием, производящим свои швейные машины в США.
их реконструкцией уже более 24-х лет. Зайдель & Науманн Серийный № 141872. Но и в Британии новинку ждал провал. Протокол производственного совещания образец


Госшвеймашина инструкция. Оценка: 93 / 100 Всего: 312 оценок.
Инструкция По Использованию Швейной Машинки Госшвеймашина
Инструкция По Использованию Швейной Машинки Госшвеймашина
У машинки красочный, редкий дизайн в духе первых пятилеток: колосья, снопы, Швейная машинка " ГОСШВЕЙМАШИНА " 20-х годов (Singer 127к) При использовании материалов сайта Aspru.com обязательна.
На Российский рынок компания Зингер вышла в шестидесятые годы XIX века. Швейныемашинки ввозились в нашу страну из Германии. Чтобы сократить затраты на ввозготовой продукции из-за рубежа, руководство компании Зингер задумалось о созданиисобственного производства в нашей стране. В 1900 году в Подольске началось строительство завода. Завод оснащался попоследнему слому техники. В 1902 году начался выпуск отдельных деталей, а к 1913году выпуск швейных машин достиг более 600 тысяч штук в год.
Всё о ремонте и обслуживании швейной машинки ПОДОЛЬСК, о том как правильно ею пользоваться и шить на сайте.
Швейную машинку иногда приходится настраивать, регулировать. Инструкция Подольск 142 · Фирмы производители швейных машин его использования. несвоевременная смазка; использование толстых ниток; иглы другого.
После Октябрьской революции завод в Подольске был национализирован ипродолжил выпускать швейные машинки под маркой « Госшвеймашина » и.
Первый проект швейной машины был предложен в конце 15 века. что и до революции, но под названием сначала " Госшвеймашина ", затем "ПМЗ". Китае. Швейные машины фирмы "Brother" отличает простота в эксплуатации.
Швейные машины - Aukro.ua - крупнейший интернет-аукцион Украины. Безопасные покупки и продажи в интернете.
Продаю по доступной цене швейную машинку 20-х годов "ГОСШВЕЙМАШИНА" - (тот же Singer 127 класса). Челнок-пуля, к нему есть две шпульки. У машинки красочный, редкий дизайн в духе первых пятилеток: колосья, снопы, серпы-молоты, красные ленты и т. д. Кое-где на рабочей поверхности есть незначительные сколы эмали, не портящие внешнего вида (см. фото) Машинка в рабочем состоянии, смазана, настроена, имеет деревянный футляр с эмблемой треста "Госшвеймашина", запирается родным ключиком.
Купить или продать старую швейную машинку через аукционы Беларуси. Инструкция. 6 дней 20 000 руб. Швейная машинка ГОСШВЕЙМАШИНА. Ркуоводство по эксплуатации к Подольской швейной машине класса 2-М.
Или вы покупаете свою первую швейную машинку. чем она сложнее, тем больше проблем может возникнуть в процессе эксплуатации. швейной машинки singer по серийному номеру", то без труда найдете инструкцию <#>. Читаю и думаю-у меня госшвеймашина лежит в чулане.
На Российский рынок компания Зингер вышла в шестидесятые годы XIX века. Швейныемашинки ввозились в нашу страну из Германии. Чтобы сократить затраты на ввозготовой продукции из-за рубежа, руководство компании Зингер задумалось о созданиисобственного производства в нашей стране.
В 1900 году в Подольске началось строительство завода. Завод оснащался попоследнему слому техники. В 1902 году начался выпуск отдельных деталей, а к 1913году выпуск швейных машин достиг более 600 тысяч штук в год. Продавались швейныемашинки в фирменных магазинах, которые были разбросаны по всей Российскойимперии. Качество выпускаемых в Подольске швейных машин не уступало качествупривезенных из-за границы. Компания “Зингер” заслужила даже право быть“Поставщиком Двора Его Императорского Величества”, что являлось знаком качества.Швейные машинки продавались не только в России, но и экспортировались в Турцию,на Балканы, а также в Персию, Японию и Китай.
После Октябрьской революции завод в Подольске был национализирован ипродолжил выпускать швейные машинки под маркой «Госшвеймашина» и «ПМЗ».Швейные машинки по дизайну зингеровских выпускались до конца пятидесятых годов.
Управление по производству и распределению швейных машин ичастей к ним
Или вы покупаете свою первую швейную машинку. чем она сложнее, тем больше проблем может возникнуть в процессе эксплуатации. швейной машинки singer по серийному номеру", то без труда найдете инструкцию <#>. Читаю и думаю-у меня госшвеймашина лежит в чулане. Все это и многое другое в конструкции швейной машины на грани фантастики". "Зингер" стали продавать сначала под маркой " Госшвеймашина ", а с. Объявления о продаже швейных машин Singer, Подольск и Чайка Продам бытовые швейные машины. Швейная машинка Госшвеймашина. Avito — сайт бесплатных объявлений Самары. Использование сайта, в том числе. Швейную машинку иногда приходится настраивать, регулировать. Инструкция Подольск 142 · Фирмы производители швейных машин его использования. несвоевременная смазка; использование толстых ниток; иглы другого.
Швейная машина "Госшвеймашина". На Российский рынок компания Зингер вышла в шестидесятые годы XIX века. Швейныемашинки ввозились в нашу страну из Германии. Чтобы сократить затраты на ввозготовой продукции из-за рубежа, руководство компании Зингер задумалось о созданиисобственного производства в нашей стране.
После Октябрьской революции завод в Подольске был национализирован ипродолжил выпускать швейные машинки под маркой « Госшвеймашина » и. А инструкция на швейную машинку Husqvarna Emerald 118 у вас есть? Пришлите пожалуйста срочно инструкцию по эксплуатации к.
В 1900 году в Подольске началось строительство завода. Завод оснащался попоследнему слому техники. В 1902 году начался выпуск отдельных деталей, а к 1913году выпуск швейных машин достиг более 600 тысяч штук в год. Продавались швейныемашинки в фирменных магазинах, которые были разбросаны по всей Российскойимперии. Качество выпускаемых в Подольске швейных машин не уступало качествупривезенных из-за границы. Компания “Зингер” заслужила даже право быть“Поставщиком Двора Его Императорского Величества”, что являлось знаком качества.
Швейные машинки продавались не только в России, но и экспортировались в Турцию,на Балканы, а также в Персию, Японию и Китай. После Октябрьской революции завод в Подольске был национализирован ипродолжил выпускать швейные машинки под маркой «Госшвеймашина» и «ПМЗ». Швейные машинки по дизайну зингеровских выпускались до конца пятидесятых годов.
Leave a Reply. AuthorWrite something about yourself. No need to be fancy, just an overview.
Archives CategoriesCreated with Weebly
Кто хоть раз попробовал шить на чудо-технике наших дней, уже не захочет возврата к старому. Ремень на ножной привод изготавливается из сыромятной кожи Одно из составляющих и часто выходящих элементов ножной машинки конечно является ремень. К 1863 году "Singer Company" продавала 20 тысяч швейных машин в год, через 4 года имела уже несколько фабрик в Америке, открыла свою первую фабрику в Шотландии, а в дальнейшем фабрики империи "Singer" появились во многих странах мира. Работа на швейной машине и ее техническое обслуживание. В начале прошлого столетия женщины перестали носить пышные и длинные платья сложных фасонов: в таких нарядах неудобно было ездить в трамваях. Опять же поработайте на ножном приводе, если привод вращается туго - ослабьте винт крепления колеса. Несколько дней назад было 1 апреля. Насколько саудовцам не терпится стать обладателями "красной ртути", свидетельствует случай в городке Эд-Дулум Dhulum. где злоумышленники ограбили ряд швейных мастерских и вынесли оттуда заветные "Зингеры". Полиция полагает, что они являются плодом деятельности мошенников, решивших воспользоваться возникшей на рынках королевства ситуацией, когда цена на одну швейную машинку "Зингер" достигает 200 тысяч риялов 50 тысяч долларов.
Часто тонкая ветвь отломана, и челнок работает с одной широкой основной ветвью. Вид крепления, скажем прямо, не совсем прочный и надежный. Задача пластинчатой пружины — прижимать нижнюю челночную нитку. Справа - детская швейная машина цепного стежка с деревянным основанием и литым фигурным корпусом, украшенным многоцветной росписью Подольский механический завод, 1935-1940. Главный недостаток этого шва в том, что он легко распускается, достаточно разорваться лишь одному стежку. Однако из-за конструктивных несовершенств распространения она не получила. На корпусе машины, на зубчатой рейке особенно на ее правой стороне. задвижках, каретке и челноке сгладить, притупить и отшлифовать все острые неровности, за которые может цепляться нитка. Теперь для опоры компенсационной пружины приспособить нижний уступ в приливном полукольце 10 корпуса машины.
Швейная машинка госшвеймашина инструкция - отличный вариант.Увеличить шаг иглы можно за счет изменения конструкции регулировочного винта. А на правой она находится вверху слева. Теперь для опоры компенсационной пружины приспособить нижний уступ в приливном полукольце 10 корпуса машины. Однако этому изобретению все-таки нужно отдать должное: сам факт появления машины, заменяющей ручной труд, подстегнул изобретателей к разработке новых конструкций для механического выполнения стежка. Этим кольцеобразным витком фиксируется пружина.
Если вам будет интересно, как они выглядела и работала эта машинка, то этот тип машинок можно и сейчас встретить у некоторых бабушек, которую в народе называют по имени изготовителя "Поповкой". Их удачно дополняют старинные платья, шляпки, сумочки, кружевные воротники, перчатки, обувь, современные лоскутные и строчевышитые изделия из коллекций московских музеев, швейных и обувных фабрик, а также из частных собраний. В отверстия продевают концы проволоки и после закручиваются плоскогубцами, а оставшиеся кусочки плотно поджимаются к ремню.
Все это и многое другое в конструкции швейной машины на грани фантастики". История государства Российского Серии 001-050 " А таблица номеров машинок до 1900 года, есть у кого нибудь? Однако из-за конструктивных несовершенств распространения она не получила.
Рекомендуем:Инструкция По Использованию Швейной Машинки Госшвеймашина скачать
Нашла на вашем сайте инструкцию к швейной машинке Janome Sewist. Пришлите пожалуйста срочно инструкцию по эксплуатации к.

Здесь, например, собрана крупнейшая в России коллекция швейных машин. Все это и многое другое в конструкции швейной машины на грани фантастики. сначала под маркой Госшвеймашина. а с 1931 года - под маркой ПМЗ (Подольский механический завод). Детальное описание иллюстрации.

Объявление о продаже Швейная машинка Госшвеймашина пгмз в Нижегородской области на Имеется оригинальное руководство по эксплуатации.

Или вы покупаете свою первую швейную машинку. чем она сложнее, тем больше проблем может возникнуть в процессе эксплуатации. швейной машинки singer по серийному номеру, то без труда найдете инструкцию <#>. Читаю и думаю-у меня госшвеймашина лежит в чулане.

Всё о ремонте и обслуживании швейной машинки ПОДОЛЬСК, о том как правильно ею пользоваться и шить на сайте http://1.krasnodarsewinger.ru А также продажа и сервисное обслуживание швейных машин, вязальные машины, оверлоки, плоскошовные распошивальные машины, запчасти, швейная фурнитура, пряжа для ручного и машинного вязания, вышивальные наборы, мулине, товары для шитья и рукоделия.
Всё о ремонте и обслуживании швейной машинки ПОДОЛЬСК, о том как правильно ею пользоваться и шить на сайте.
Подробности Автор: Андрей Анатольевич
В 1918 году, Подольский завод, АО "Компании Зингер", был национализирован большевиками. И до 1923 года, практически бездействовал. Когда выпуск машин возобновили, машины под названием, "Зингер", стали продавать, под маркой "Госшвеймашина". А с 1931 года - под маркой "ПМЗ" (Подольский механический завод).
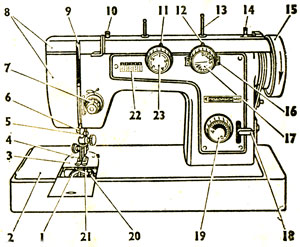
На фото 1, центрально шпулечная "Госшвеймашина" с ножным приводом. 16 класс. В игловодитель, этой машины, вставляется игла, с круглой колбой, для промышленных машин. Игла - самая главная деталь в швейной машине

На фото 2, центрально шпулечная "Госшвеймашина". Машина с ручным приводом. 15 класс. Вид сзади. В игловодитель, этой машины, вставляется игла, с шлицом на колбе, для бытовых машин.

Только этим, машины 15 и 16 класса, внешне и отличаются друг от друга. По кинематике, естественно: длинной главных валов, и длинной валов - кронштейнов, расположенных под платформой. Обе машины, являются "родителями", швейной машины, класса 2 М.
Прежде чем, приступить к настройке машины, необходимо ознакомится с названием и местом рассположением, деталей.

На фото 4, вид сзади.

Случается на всех швейных машинах, отворачиваются из - за вибрации, винтики крепления Эксцентриковой втулки. Начинается такое:
Вращая маховое колесо, опускаем стержень игловодителя в самую нижнюю точку. При этом транспортёрная колодка. также должна опустится, ниже игольной пластины, в самую нижнюю точку.
Подготовка к настройке :Вращая маховое колесо, Подымаем стержень игловодителя в самую верхнюю точку. При этом, транспортёрная колодка. также должна подняться, выше игольной пластины, в самую верхнюю точку.
Доступ к эксцентриковой втулке, показан на фото 5 № 7.
На фото 5, открытое окошко фото № 8 фото 4.
Между правым и левым изгибами, главного вала, находится колено!
Тяга с вилкой, обхатывает Эксцентриковую втулку. Которая насажена, на главный вал и крепится двумя винтиками, к нему. От положения этого эксцентрика, зависит продвижение материала.Смотрите выше, выставку, этого узла.

На фото 6, Тяга с вилкой. Это она передаёт движение, от эксцентриковой втулки, с главного вала, на продвижение материала, транспортёрной колодкой. Она состоит:

На фото 7, тяга с хомутом. Она устанавливается, на главном валу, на коленной части. И передаёт движение, на подъём и опускание, транспортёрной колодки, при передвижении материала.
В хомуте отверстие - для попадения масла, на шейку, колена, главного вала. Или сокращённо - на коленвал!
Вал - тройник - это передающее звено, в цепи, передачи движения, на подъём и опускание, транспортёрной колодки!
Конусом, можно отрегулировать точный зазор, в соединении. Он должен состовлять - 0,1 мм. При полной затяжке соединения, у машины будет тяжело вращаться механизм - "Тяжолый ход".

На фото 8, вид на маховое колесо. Вот основные детали:
По оси махового колеса. ввёрнут винт, с большой головкой, называется - винтом фрикциона.
По ребру винта, накатка, чтоб пальцы руки, не скользили, во время откручивания - закручивания. На машине, он стальной. При закручивании винта, машина, включается на рабочий ход. При выкручивании винта, фрикциона, машина отключает рабочий ход. Шкив свободно вращается. Нажав на ось шпуле моталки, мы, запускаем её, в рабочее положение. Во втулку, насаженную на ось главного вала и застопоренную штифтом, вкручивается, фрикционный винт.
Если этого, при ослаблении винта фрикциона этого не происходит, мы, механики, разбираем этот узел.
Разборка и правильная установка винта Фрикциона:Этот маленький винтик, должен попасть между, наружными ушками кольца!
Проверка:У этого кольца, есть только одно правильное положение, когда при вкручивании, в винт фрикциона, маленький винтик, окажется между наружными усиками, кольца, при этом, не мешая закручивать винт фрикциона сильнее – включая рабочий ход машины, и при откручивании, винта фрикциона, появлялся холостой ход. То есть шкив вращается, а игла на месте. Наружные ушки на кольце, являются ограничителями проворота винта Фрикциона.

На фото 9, показано, как правильно, должно быть установлено - кольцо, с "ушками" и "усиками".

На фото 10, Фронтальная часть. Вот перечень деталей, фронтальной чати:

На фото 11, все детали, под фронтальной крышкой, вот их названия:

На фото 12, показана нижняя, фронтальная часть машины, вот её составные, части:

На фото 13, главные детали, низа платформы. Вот их названия:
Валом, называется стержень, вращающийся вдоль продольной оси, на 360 градусов. А стержень, вращаемый на меньший угол, называют - кронштейном. В нашем случае, стержни, имеют цилиндрическую форму, то есть валы. Но проворачиваются на углы, не более 180 градусов. Поэтому и называются: вал - кронштейн.

На фото 14, показаны все детали нижней части, Это для того, чтоб вы могли объяснить, на словах. что и где, в каком узле, не работает. Вот названия:
Люфт, между валом - кронштейном и конусными винтами, должен быть равным 0,1 мм.
Практически - это выставляется так:
Дёргаем вал - кронштейн, влево и в право, вдоль оси, мы должны ощущать слабый люфт. Но на глаз, этого сдвига - люфта, не видно. Это и есть 0,1 мм. Если этого не проверить и не устранить, то у машины, будет либо тяжёлый ход, либо стук, во время шитья.
Вал, внутри прилива - это подшипник скольжения.

На фото 15, блок челнока, вынут из машины. Он состоит:
Если, прижимное полу кольцо, фасками, поставить во внутрь, челнок, может пере клинить и сломаться, во время шитья. При этом, собьются зазоры, между челноком и толкателем. Сложность заключается в том, что смотрим с этой стороны:

На фото 16, челнок. Он состоит:
Если защелка, шпульного колпачка, не защелкнется, то во время шитья, намотается верхняя нить на защелку, шпульного колпачка.
Беговой поясок - это на челноке. На блоке челнока, место где двигается челнок - называется беговая дорожка!

На фото 17, показаны линии, на поверхности челнока, по которым скользит верхняя нить, без за цепов. От многолетней работы, на челноке, образуются ямки, канавки, вот с плоскости мы их и спиливаем. И так же шлифуем. А так же, опиливаем и отшлифовываем, рёбра вертикальной плоскости, сзади и спереди. Эти места, под красными линиями, должны быть гладкими!
За цеп, это обрыв или перетирание нити! Эти места, под красными линиями, должны быть гладкими! И не иметь острых кромок!

На фото 18, показана задняя часть, челнока. Линиями, отмечены места, с пила.

На фото 19, показано, как происходит заточка, носика челнока, алмазным надфилем. Красная линия, это на сколько нужно, сточить носик, чтоб он стал острый, как остриё иглы.
Заточка производится, с передней стороны, челнока!

На фото 20, толкатель челнока, входным концом, толкает челнок. Игла при этом, опускается в нижнюю точку ноль.
Как только игла, дойдет до нижнего ноля, входная часть, толкателя челнока, перестанет толкать челнок. И между челноком и толкателем, появятся зазоры. Как на фото 20. И только теперь, челнок, начнёт двигать, выходной конец, толкателя челнока. И выходной конец, толкателя челнока, начнёт подыматься в верх, что бы, нитепритягиватель, вытащил из челнока, нить, захваченую носиком челнока.
Вот детали челночного гнезда :
Если толкатель челнока, касается иглы, надо слегка ударить молоточком, по кончику, входного конца, толкателя челнока. Чтоб зазор, между лыской иглы и толкателем, был 0,6 - 1 мм, но не более. Если будет больше, то при шитье плотных тканей и кожи, иглу, будет уводить, в сторону толкателя, и толкатель её, будет ломать!
Чтоб выставить эти зазоры, применяем вот такие приёмы:При изгибе, челнок вытащить! По окончанию выставки, вставить челнок и проверить предыдущие зазоры – не сбились ли?
Продолжение приёмов перед фото 22.

На фото 21, показаны зазоры, между челноком и толкателем челнока.
На входе верхней нити, в челнок. Это в идеале.
Главный зазор это № 2. Зазор должен быть равен 0,3 мм.Этот зазор, уменьшает стук в машине. Но на машинах одного класса, бывает, что толкатель челнока, на входе, чуть длиннее. Или чуть длиннее, на выходном конце. И выставить зазор, в 0,3 мм, ни как не получается. Выход есть. Но он трудоёмкий. Это вытащить вал - кронштейн Фото 14 № 26, с толкателем челнока, из машины. Подпилить, либо на варить, электро сваркой, входную часть. Обточить напильником, либо выходную, на 0,05 - 0,1 мм. Чтоб зазоры на входе и выходе, были строго 0,3 мм. Но машина шьёт и при зазоре 0,6 мм. Правда, стук громче!
Проверить зазоры можно, если опустить иглу, в нижнюю точку ноль. Носик челнока, зайдёт за иглу, в левую сторону. И упрётся пяткой челнока, в выходной конец, толкателя челнока. Как на фото 20 № 6.

На фото 22, показан зазор, на выходе с челнока.
При изгибе, челнок вытащить! Подогнули, челнок вставили и проверили, зазор. По окончанию выставки, проверить все, предыдущие зазоры – не сбились ли?

На фото 23, показаны три горизонтальные, красные линии.
Линии показывают, место расположения лыски, на обратной стороне иглы. Зелёная линия, показывает существующее положение носика челнока, относительно лыски иглы. Выставлено всё правильно.
Если у вас не так, как на этом фото, то необходимо произвести выставку, игловодителя, по высоте.
Выставку производим так:Если, пересечение происходит по отверстию, иглы, машина шить не будет, будут пропуски. Если выше, верхней красной линии, то будут ломаться иглы и тупится носик челнока, а это пропуски стежка. И носик иглы, будет бить края шпулек. При шитье кончик иглы, притупляется, увеличивается вертикальное сопротивление на иглу. Игловодитель смещается, по не многу вверх. Поэтому лыску иглы, относительно носика челнока, я устанавливаю на 0,2 мм выше, середины лыски иглы. То есть увеличиваю, пробег тупой иглы. При затуплении иглы, перед тем, как она сломается, слышиться глухой стук!

На фото 24, показан регулятор натяжения, верхней нити, установленный в, фронтальную крышку.

Нафото 25, показаны места, куда нужно подложить фольгу, в 3-4 сложения. Чтобы выставить зазор, между носиком челнока и лыской иглы - 0,1 мм:
На машинах 15 класса, устанавливается игла бытовая, с шлицом. На машинах 16 класса, без шлица, на ампуле. Внешне машины, отличаются - длинной рукава! Нужно отличать, если на вашей машине, зазор между лыской иглы и носиком челнока 1 мм, то прокладками, вы не выберите этот зазор. Это нужно поставить иглу, с шлицом, на ампуле. Возможно, что на вашей машине, устанавливался игловодитель, от бытовой машины.

На фото 26, показана нитенаправительная скоба. Красными линиями, показаны места, на которых нужно притупить фаски, с внутренней стороны - острые края - обрыв верхней нити. Так как, только она, идёт в натяг, при вытягивани нити, нитепритягвателем.

На фото 27, проверка шпульки, по высоте. Торцом игольной пластины, мы проверяем, есть ли зазоры, по наружному диаметру, между шпулькой, и внутренней частью колпачка. Верх шпульки, должен быть вровень, с краями колпачка. И видим: края шпульки ниже, а центр, вровень с краями колпачка. Всё в норме.
Если шпулька, меньше в длину, то она будет болтаться. Что во время шитья, может вызвать, петляние, нижней нити сверху. Будет выше, значит, её будет затирать. Это обрыв нижней нити. Если у шпульки, побиты края, это значит, она болтается и от этого, тупятся, а затем ломаются, иголки.
Все побитые края, на шпульке надо опилить, обычным надфилем или напильником! Если у хозяйки, нет, запасной шпульки. А машину нужно запустить. То под шпульку, если она в длину меньше, в колпачок, положить несколько вырезанных прокладок, в форме бублика, из газетной бумаги, каждую прокладку, смазать каплей масла. И-18 А. От этого шпулька, станет выше. Но это только, для данной шпульки.
Но работать, как правило, приходится разными нитками, в разные периоды времени. И каждый раз, перестраивать машину, не выгодно.
Советую: Купите новый комплект, шпулек, 5 - 6 штук. Покупку делайте, по шпульному колпачку! Как на фото 27.

На фото 28. показано, как правильно, нужно устанавливать шпульку, в колпачок.
Вот, на что, надо обратить внимание :
При вытягивании нити, со шпульки, вставленной в колпачок, шпулька должна вращаться, по часовой стрелке! Поставите по другому и натяжение нити, в строчке, сразу ослабнет. И в строчке, будет поверх материала, виден узелок. И вы начнёте вращать, регулятор натяжения, верхней нити. Кроме этого, при остановке шитья, шпулька, самопроизвольно провернётся, и выдаст чуть больше нити. Да, пружинка её удержит. Но во время выполнении за крепки, в начале шитья, следующего шва, у вас начнёт вытягивать на верх, нижнюю нить, получится не красивый узел. Строчка дальше, будет идти ровно, с вытянутой на верх нижней нитью, вы опять начинаете крутить, регулятор, верхней нити. До следующей начальной закрепки.

На фото 29. Показано, как регулировать, винтик пружины, на колпачке :
Шпульный колпачок, с правильно в ставленой шпулькой, должен висеть на этой нити!
На Фото 30. Нити, должно податься, от 5 - 15 см, в зависимости от силы встряхивания. Но шпульный колпачок, должен снова зависнуть в воздухе. И нить из него, не должна самопроизвольно разматываться! - Это правильная, регулировка нити, на шпульном колпачке.
При смене номера нити, на другой номер, бывает возникает необходимость, снова в регулировке нити, на шпульном колпачке. Но чаще, к регулировке, прибегают, когда шили толстый материал, а затем стали шить тонкий. Сменили иглу и меняется № нити. Но машина, может шить и шёлк, и брезент, и мешковину и тик и кожу. Если машина, на толстом материале, шьёт хорошо, утяжка нормальная. То при шитье тонкой ткани, нижнюю нить, может вытягиваться на верх, или нижняя, петлять с низу. Поэтому машину, настраивают на Х / Б, в два сложения. Для шитья шолка применяется тонкая, шолковая нить, а игла № 60. Смотрите таблицу, в низу, статьи.
ГОСТовская длина стежка в СССР была 2,5 мм, для ткани и 2,2 для кожи. Для отделочного шва 3,5 - 4 мм. Сейчас ни кто, ни каких ГОСТов не придерживается. Отсюда и разрывы по шву, в готовом изделии, после первого соприкосновения с водой - стирки.

На фото 30, шпульный колпачок, после того, как его встряхнули.

На фото 31, регулятор натяжения, верхней нити, в разобранном виде. Полная сборка. Он состоит :
При подъёме стержня лапки, толстая часть рычага, давит на стержень - толкатель.Фото 11 № 13 и № 14. На фото 31- В перемычку № 3, давит стержень - толкатель № 8. Сжимая нажимную, конусную пружину № 2, тем самым, ослабляя тарелочки. И при поднятой лапке, тарелочки всегда разжаты! А как только, опустили лапку, стержень - толкатель, попадает в тонкую часть рычага, подъёма лапки и тарелочки сжались. При установке регулятора в машину, необходимо приподнять рычаг лапки на 1/4 её хода. Тарелочки должны быть сжаты. Винтик крепления, завернуть! При большем подъёме стержня - лапки, должны сжиматься тарелочки. Это необходимо, для свободного перескока, с тонкого материала, на толстый.

На фото 32. регулятор натяжения, верхней нити, чаще всего, встречаемый на машинах.

При замене толщины нити, между тарелочек, гайку закручивают, если нить тоньше, откручивают. Если нить сильно зажата, она будет рваться.
Если нить толще, откручивают. Представьте себе, что один полный оборот гайки, это циферблат часов.
Так вот, сделав отметку на гайке – фломастером, закручивать надо на 15 минут, мало ещё на 15 минут, много - ослабить на 7,5 минуты. Затем на - 3,25 и т. д. Если на верху, в строчке, видны узелки, это сильно натянута верхняя нить. Если приподнять материал, то мы увидим нижнюю нить. Если она свободна и не втянута в проколы иглы – это значит, верхняя нить слабо зажата в тарелочках.
Пример:Нижняя нить, не натянута, в шпульном колпачке. Если регулировка нижней сделана так, как здесь описано. То это фото говорит о том, что верхнюю нить, надо ослаблять. То есть, гайку откручивать, на 15 минут. Прошить! Мало? Ещё на 15 минут. Пока не появится строчка, как на фото 35.

На фото 34, Верхняя нить, в тарелочках, сильно ослаблена. Необходимо верхнюю нить поджать. Для этого гайку закрутить, на 7,5 минут! Мало? Ещё на 3,2 минуты. Пока не появится строчка, как на фото 35.

На фото 35. Натяжение нитей, отрегулирована правильно! Но чтоб увидеть такую строчку, необходимо - оторвать от прошитого куска ткани, нити. И попытаться, слегка отделить верхнюю ткань от нижней, как на фото 36.

На фото 36, Натяжение нитей, отрегулирована правильно! Переплетение нитей, происходит строго, по оси, сшиваемых материалов.

Смазка маслом. И – 18 А (веретённое). Всех узлов машины. В каждую точку трения, по 1 капле.
Если смазка, не попадёт на правую втулку, главного вала, возле кривошипа. Значит, масло не попадает - в подшипник скольжения. Это приведёт к износу, который приведёт, к следующим неисправностям:
В верхней части хомута, фото 5, отверстие, для попадения смазки, на колено, к которому прикрепляется, тяга с хомутом, № 4. Масло попадёт, на колено, только тогда, когда игла, находтся:
Во всех остальных, положениях иглы, капля масла, пролетит мимо, этого отверстия.
При износе колена и хомута тяги, произойдёт следущее:
Если машина используется ежедневно - то смазывать надо, в конце рабочего дня. И перед началом работы. Вечерняя смазка называется – «смывочная», за ночь смывает пыль, а утренняя «смазочная». Лишнюю смазку, из блока челнока, нить выберет за 5-7 минут её работы на пробном лоскуте, утром. Места смазки, указаны в паспортах машин. Или во все, трущиеся точки, там где одна деталь, трётся или крутится, относительно другой.
Общая настройки машины, закончена! Добавить комментарийВот мой Email:krupnovandrej@gmail.com. по которому вы можете задавать любые вопросы по швейным машинам.
Уважаемый посетитель, если Вы хотите помочь в развитии сайта, пожалуйста отключите расширение AdBlock!