








 Рейтинг: 5.0/5.0 (1648 проголосовавших)
Рейтинг: 5.0/5.0 (1648 проголосовавших)Категория: Инструкции
Необходимость определения линейных размеров деталей возникает достаточно часто. При этом применение штангенциркулей и канцелярских линеек нельзя назвать эффективным вариантом для замера с требуемой точностью. Чтобы в полной мере реализовать поставленные задачи, полезно узнать, как пользоваться микрометром.
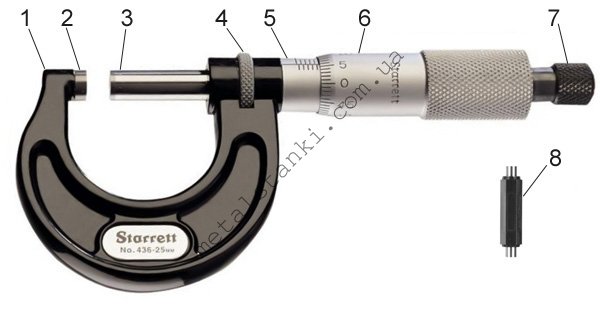
КонструкцияСтандартный ручной микрометр состоит из следующих элементов:
Как правильно пользоваться микрометром? В ходе измерений деталь помещается между неподвижной пяткой устройства, после чего закрепляется винтом, который вращается в резьбовой втулке. Жестко зафиксированный барабан способствует выкручиванию винта.
Обучаясь, как пользоваться микрометром, особое внимание следует уделять силе затягивания винта. Превышение допустимой нормы может привести к повреждению резьбы прибора либо деформации измеряемого предмета.
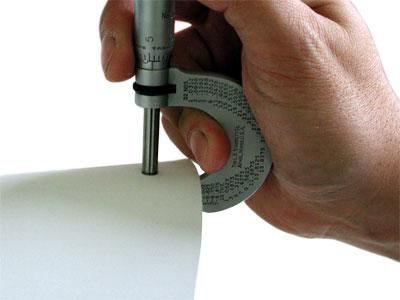
Удерживать микрометр рекомендуется таким образом, чтобы не перекрывался обзор шкалы стебля, что обеспечит возможность снятия показаний на месте.
Перед каждым применением устройства требуется его калибровка, поскольку по мере эксплуатации измерительная шкала сбивается. Для этого винт вкручивается до упора. Правильной является настройка, при которой горизонтальная отметка на стебле конструкции совпадает с нулевым значением на барабане. При наличии отклонений производится подкручивание стебля специальным ключом, который должен идти в комплекте с прибором.
Чтобы разобраться, как пользоваться микрометром, для начала необходимо настроить скобу так, чтобы между ее плоскостями свободно помещалась измеряемая деталь. Подстроить прибор можно путем вращения барабана. Далее измеряемая деталь устанавливается между неподвижным упором и винтом. Последний фиксируется трещоткой и затягивается кольцевой гайкой.
Определяются нужные размеры путем сочетания показаний трех шкал прибора. Верхняя часть шкалы, размещенной на стебле устройства, позволяет определить количество полных миллиметров. Если на нижней шкале последнее деление тяготеет к правой стороне, к полученному измерению прибавляется 0,5 мм. В завершение к данному результату прибавляется показатель шкалы барабана, где значение одного деления составляет 0,01 мм.
Хранение и уходОчевидно, что понять, как пользоваться микрометром, совсем не сложно. Однако независимо от характера измерений прибор должен всегда находиться в полной готовности для выполнения новых замеров. Поэтому чрезвычайно важно поддерживать его в хорошем функциональном состоянии.
После применения микрометр нуждается в очистке от пыли и загрязнений, ведь довольно часто производить измерения приходится в помещениях, которые сложно назвать стерильными. Особенно тщательной очистки требуют измерительные поверхности. Чтобы получать точные значения, пользователь должен следить за сохранением их гладкости и первоначальной формы. Для этого при уходе за прибором стоит избегать применения абразивов.
Хранить и переносить микрометр лучше в специальном кейсе, что позволит избежать повреждений при случайном падении. Некоторые модели распространяются в комплекте с защитным футляром. При необходимости его стоит обязательно докупить.
Приобрести микрометр сегодня можно в любом магазине по продаже инструментов. Такой удобный прибор станет незаменимым как на производстве, так и в домашнем хозяйстве, например, при необходимости замера толщины проводки.
Добавить комментарий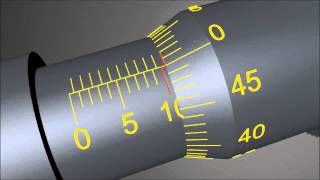


















Микрометр – высокоточный прибор, предназначенный для измерения линейных величин абсолютным методом. Чтобы определить его показания, необходимо просуммировать значения шкалы стебля и барабана.
Определение показаний прибораУказателем при отсчете по шкале 2 стебля служит торец барабана, а продольный штрих 1 является указателем для круговой шкалы 3. Пронумерованная шкала стебля показывает количество миллиметров, а его дополнительная шкала служит для подсчета половин миллиметров.

Отметим последний полностью открытый барабаном штрих миллиметровой шкалы стебля. Его значение составляет целое число миллиметров, и на рисунке он обозначен зеленым цветом. Если правее этого штриха имеется открытый штрих дополнительной шкалы (выделен голубым), нужно прибавить 0,5 мм к полученному значению.
При отсчете показаний круговой шкалы 3 в расчет берут то её значение, которое совпадает с продольным штрихом 1. Таким образом, на верхнем изображении показания прибора составляют:
Распространенной ошибкой является случай, когда неверно учитывают (или не учитывают) величину 0,5 мм. Это связано с тем, что ближайший к барабану штрих дополнительной шкалы может быть открыт частично. При необходимости проверьте себя с помощью штангенциркуля .
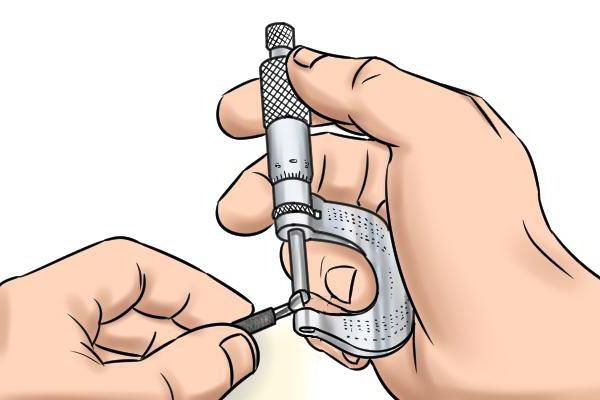
Порядок проведения измерений микрометромРабочие поверхности микрометра разводят на величину чуть большую, чем размер измеряемой детали, иначе при работе можно её поцарапать. Дело в том, что торцевые поверхности пятки и микрометрического винта имеют высокую твердость для устойчивости к истиранию.
Пятку слегка прижимают к детали и вращают микрометрический винт с помощью трещотки до соприкосновения его с измеряемой поверхностью. Трещотка служит для регулирования усилия натяга – делается обычно 3 – 5 щелчков. Положение микрометрического винта фиксируют с помощью стопорного устройства для того, чтобы не сбить показания при считывании значений со шкалы.
В процессе работы с микрометром его следует держать за скобу таким образом, чтобы была видна шкала стебля, и показания можно было снять на месте.
При измерении диаметра вала, измерительные поверхности нужно выставлять в диаметрально противоположных точках. При этом пятка прижимается к валу, а микрометрический винт, который медленно вращают трещоткой, последовательно выравнивается в двух направлениях: осевом и радиальном. После работы необходимо проверить точность инструмента с помощью эталона.
Устройство гладкого микрометра типа мк-25Основные элементы конструкции гладкого микрометра представлены на рисунке ниже и обозначены цифрами:

Проверку нулевых показаний микрометра проводят каждый раз перед началом работы, при необходимости выполняют настройку. Ниже приведена общая последовательность действий.
Для проверки микрометров с диапазоном измерений 25 - 50 мм, 50 - 75 мм и более используют соответствующие им эталоны (концевые меры длины), точный размер которых известен. Эталон, имеющий чистую торцевую поверхность, должен быть зажат без перекосов между измерительными поверхностями прибора усилием трещотки в несколько щелчков. Полученное значение сравнивают с известным, а при необходимости выполняют настройку микрометра в следующей последовательности.
Настройка на ноль
а) Фиксируют микрометрический винт при помощи стопорного устройства в положении с зажатой концевой мерой или соединенными вместе измерительными поверхностями.
б) Разъединяют барабан и микрометрический винт между собой. Для этого придерживают одной рукой барабан, а другой отворачивают корпус трещотки (достаточно полуоборота).
Также возможна конструкция прибора, в которой соединение барабана с микрометрическим винтом осуществлено с помощью винта или прижимной гайки с углублением. В этом случае воспользуйтесь ключом, идущим в комплекте.
в) Нулевой штрих барабана совмещается с продольным штрихом стебля. После этого барабан вновь соединяют с микрометрическим винтом, проводят новую проверку. Настройка повторяется при необходимости.
Выполнил: студент 1 курса
физического факультета гр. Ф-111
1. Название.
2. Принцип действия.
3. Схема устройства прибора
-основные части
-их размещение
-взаимодействие
4. Эксплуатационные характеристики.
5. Правила пользования.
6. Область применения прибора.
Микро?метр — универсальный инструмент(прибор), предназначенный дляизмеренийлинейныхразмеровабсолютнымконтактнымметодомв области малых размеров с высокойточностью(до 2мкм), преобразовательныммеханизмомкоторого является микропаравинт—гайка.
Действие микрометра основано на перемещении винтавдольосипри вращении его в неподвижнойгайке. Перемещение пропорционально углу поворота винта вокруг оси. Полные обороты отсчитывают пошкале, нанесённой на стебле микрометра, а доли оборота — по круговой шкале, нанесённой на барабане. Оптимальным является перемещение винта в гайке лишь на длину не более 25ммиз-за трудности изготовления винта с точным шагом на большей длине. Поэтому микрометр изготовляют несколько типоразмеров для измерения длин от 0 до 25 мм, от 25 до 50 мм и т. д. Для микрометров с пределами измерений от 0 до 25 мм при сомкнутых измерительных плоскостях пятки и микрометрического винта нулевой штрих шкалы барабана должен точно совпадать с продольным штрихом на стебле, а скошенный край барабана — с нулевым штрихом шкалы стебля. Для измерений длин, больших 25 мм, применяют микрометр со сменными пятками; установку таких микрометров на ноль производят с помощью установочной меры, прикладываемой к микрометру, иликонцевых мер. Измеряемое изделие зажимают между измерительными плоскостями микрометра. Обычно шаг винта равен 0,5 или 1 мм и соответственно шкала на стебле имеет цену деления 0,5 или 1 мм, а на барабане наносится 50 или 100 делении для получения отсчёта 0,01 мм. Эта величина отсчёта является наиболее распространённой, но имеются микрометры с отсчётом 0,005, 0,002 и 0,001 мм. Постоянное осевое усилие при контакте винта с деталью обеспечивается фрикционным устройством —трещоткой. При плотном соприкосновении измерительных поверхностей микрометра с поверхностью измеряемой детали трещотка начинает проворачиваться с лёгким треском, при этом вращение микровинта следует прекратить после трёх щелчков.
Схема устройства прибора:

Микрометр состоит из стальной скобы , к которой присоединяется трубка , имеющая внутреннюю винтовую нарезку. При работе, микрометр держат так, чтобы скоба была обращена к работающему, а трубка располагалась справа от нее.
В трубку входит винт, скрепленный с гильзой и выходящий наружу в виде стержня . Если шаг винта равен мм, то при одном обороте винт и связанная с ним гильза перемещаются вправо или влево на мм. Следовательно, расстояние между концом стержня и упором можно отсчитать по положению гильзы .
На трубке нанесен масштаб, позволяющий отсчитать, на сколько целых делений отодвинулась гильза от нулевого положения. На самой гильзе нанесены деления, дающие возможность оценить, на какое расстояние отошла гильза от ближайшего целого деления слева на трубке. Если гильза по окружности разделена на делений, то при повороте гильзы на одно деление сама гильза перемещается поступательно на мм.
Характеристики некоторых микрометров, выпускаемых в СССР
Прежде, чем пользоваться микрометром, нужно проверить правильность его установки на нуль. Для этого поворачивают гильзу до тех пор, пока стержень не коснулся упора. Завинчивание следует производить, пользуясь головкой , поворачивающейся с некоторым трением, что исключает возможность сильного нажима на измеряемый предмет и обеспечивает постоянный нажим при измерениях. Если конец стержня касается вплотную упора. то в случае правильной установки прибора, обрез гильзы должен совпадать с нулевым делением основного масштаба и нулевое деление гильзы должно точно совпадать с нулевой чертой на трубке. После проверки правильности установки прибора следует:
а) определить шаг винта, т.е. расстояние, на которое перемещается винт и гильза за один оборот;
б) рассчитать, на какую долю миллиметра передвинется гильза при повороте на одно деление и приступить к измерениям.
Для определения длины тела, следует поместить его между выступами и. и вращать гильзу при помощи головки до тех пор, пока измеряемое тело не будет зажато между выступами и. После этого отсчитать число целых делений на трубке до гильзы и число делений, на которое повернулась гильза. Зная цену деления гильзы. подсчитать, на какую долю миллиметра отодвинута гильза от ближайшего левого деления на трубке. Сумма обоих отсчетов определит искомую длину.
Область применения прибора:
В зависимости от конструкции (формы корпуса или скобы, в которую встраивается микропара, формы измерительных поверхностей) или назначения (измерение толщины листов, труб, зубьев зубчатых колёс) микрометры разделяют на гладкие, рычажные, листовые, трубные, проволочные, призматический, канавочные, резьбомерные, зубомерные и универсальные.
Микрометры выпускаются ручные и настольные, в том числе со стрелочным отсчётным устройством. Микрометрические пары используются также вглубиномерах,нутромерахи других измерительных средствах. Наибольшее распространение имеютгладкие микрометры. Настольные микрометры (в том числе со стрелочным отсчётным устройством) предназначаются для измерения маленьких деталей (до 20 мм), их часто называют часовыми микрометрами.

posted 22-9-2010 22:53 quote: Originally posted by Alexan-der:
ну и шуточки, однако.
подойти в любой гараж и спросить чтоб показали как микрометром измерять
если не было до того случая повертеть его в руках
там проще некуда измерение проводится
в том же инете без проблем можно было бы найти как микрометром пользоваться
но создавать тему и устраивать обсуждение - по крайней мере странно.
будто это какой-то сильно сложный аппарат, что без обсуждения не обойтись
конкретно по модели с шариком - шарик должен быть диаметром меньше, чем изогнутая измеряемая стенка. но большой шарик и так в дульце не пропихнешь
так что опять можно дойти логически
posted 23-9-2010 11:53 quote: Originally posted by brill:
Вот ссылка на симулятор
Это то, что нужно.
БОЛЬШОЕ спасибо !
С уважением,
:-)
posted 24-9-2010 18:51 Коллеги, прошу не бросаться табуретами. но я тут раздобыл инструкцию на один из таких девайсов, перевел и решил вывесить.
Думаю, будет полезно, поскольку видел аналогичные вопросы в темах по релоаду.
Повторю, речь идет о микрометре, имеющем несколько шкал и обеспечивающем высокую точность измерений.
Однако, один вопрос все-таки остался: как (практически) обнулять такой микрометр с использование 2-х вложенных кривых ключиков ?
Если кто знает, подскажите.
Инструкция для микрометра Lyman
![]()
Спасибо за покупку 1-дюймового микрометра Lyman. Ваш микрометр должен обеспечить Вам много лет службы при правильном уходе и хранении. Важно, чтобы микрометр был сохранен грязи, пыли и влажности. Микрометр должен храниться в кейсе когда он не используется. Микрометр обеспечивает точное измерение толщины шеи гильзы в пределах .0001 (одной десятитысячной) дюйма на гильзах от 22 Hornet и выше. Релоадеры могут применять микрометр, измеряя различные составляющие и пули известного калибра. Если есть сомнения, надлежащий размер серии пуль должен быть отмечен на коробке изготовителем, например .224" .308" .430".
Микрометр оборудован трещеткой барабана. Эта трещетка должна использоваться во время измерений и предотвратить ложные чтения или возможное искажение показаний. Этот микрометр также имеет замок подвижного шпинделя (стержень микрометрического винта) для его блокировки в том в месте, как только желаемое измерение должно быть получено.
Точность микрометра легко проверяется при использовании трещетки, которая соединяет шпиндель с круглой наковальней. "Ноль" обеспечивается когда совпадает линия "0" шкалы на конусе барабана с "Линией считывания" на стебле. Это длинная тонкая линия, идущая параллельно оси стебля микрометра вдоль всего его корпуса. Если такого совпадения нет, то с использованием стопора вращения барабана и специального ключа совмещают нулевые линии на шкалах стебля и барабана.
Стебель микрометра содержит 40 калиброванных меток (делений), каждая из которых представляет приращение на .025 (двадцать пять тысячных частей) дюйма. Каждая четвертая метка (деление) определена единственным числом (цифрой), представляющим дополнительное приращение на .100 (одна сто тысячная часть) дюйма от закрытой "нулевой" позиции микрометра, то есть:
1 =.100, 2 =.200, 3 =.300 и т.д.
Шкала барабана микрометра, вращающегося вокруг стебля, содержит 25 линий, равномерно распределенных на конусе по его окружности. Один полный оборот барабана представляет .025 (двадцать пять тысячных частей) дюйма. Нет никакого числового индикатора для этого окончания. Каждый поворот "0" на барабане при совпадении с "Линией считывания" представляет полное и равное приращение измеряемой длины на .025".
Для считывания четырех десятичных разрядов требуется использование круговой шкалы стебля, отмеченной сверху по окружности числами 1-2-3-4-5-6-7-8-9-0.
Для считывания показаний микрометра, сначала проведите измерение, используя трещетку и заблокируйте барабан замком, когда трещетка начнет прокручиваться и измеряемая деталь окажется зажатой между шпинделем и наковальней. Вращение трещетки останавливают после появления щелчков. Не используйте для зажима вращение барабана, только осторожное вращение трещетки !
Затем:
. Отсчитывают ряд целых чисел (цифр), отображающих .100 приращения, которые видимы на горизонтальной шкале стебля слева от конуса барабана.
. Подсчитывается число маленьких линий, представляющих .025 приращения, которые видимы на шкале стебля также слева. Приращения по каждой из этих линий должны быть добавлены к наибольшему числу, отобращающему .100 приращения. Если "0" на шкале барабана виден, но расположен выше "Линии считывания", то .025 линия на стебле, которая только едва видна слева от конуса барабана, не включается. Если "0" на шкале барабана виден, но ниже "Линии считывания", - тогда видимая слева .025 линия на горизонтальной шкале стебля должна быть включена.
. Подсчитывается число линий на шкале барабане и останавливаются на тех, которые находятся ближе всех снизу от "Линии считывания". Необходимо помнить: каждая линия шкалы на конусе барабана отображает .001".
. Если необходима точность измерения ближе к .0001", определите: какое из чисел круговой шкалы стебля от "1" до "0" совпадает с линией (меткой шкалы) на конусе по окружности барабана. Совпавшее на стебле число необходимо добавить как четвертую и заключительную цифру в вычисление.
Для проведения точных измерений обычной линейки бывает недостаточно. Применяемый большинством домашних мастеров штангенциркуль. так же не всегда обеспечивает необходимую точность. Если требуется измерение такой величины, как микрон (мкм), или 0,001 мм – необходим микрометр (на иллюстрации слева).

По способу индикации приборы подразделяются на следующие виды:
Механические аналоговые, со статической шкалой измерения
Показания снимают, совмещая риски на шкале. Рукоятка с микрометрическим винтом проворачивается до касания предмета, и по комбинации цифр на шкале вычисляется истинный размер.
Измерение микрометром этого типа требует определенных навыков.

Принцип действия такой же, как у предыдущей модели – но пользоваться гораздо удобнее. Значение измеряемой величины выводится на стрелочный индикатор. Это полезно в случае, когда производится массовое измерение.
Механические цифровые
Замеры производятся с помощью того же микрометрического винта, но показания выводятся на жидкокристаллический дисплей в реальном времени. Для этого в механизм встраивается точный датчик перемещения.
Лазерные микрометры
Замеры производятся по методу пересечения лазерного луча. С помощью оптики, луч превращается в плоскость. Приемный фотоэлемент анализирует уменьшение ширины луча, и выводит данные на дисплей.
Преимущество прибора – возможность измерить изделия сложной формы и отсутствие механического контакта с измерительными наконечниками.
Недостатки – невозможность измерить внутренний размер. И разумеется, стоимость. Позволить себе такой инструмент может не каждый домашний мастер.
По области применения микрометры подразделяются на следующие виды:



Предлагаются в двух конструктивных исполнениях:
С плоскими насадками, для измерения нешироких заготовок.

С удлиненными губками – для производства замеров изделий большой площади, на удалении от кромки.








Каждая группа имеет свое обозначение. Например, универсальный – МКУ, канавочный – МКН, и так далее, по первым буквам наименования складывается аббревиатура.
Устройство и порядок работы с приборомВсе механические микрометры устроены одинаково. Микрометрический винт подает измерительный наконечник в сторону детали. Наконечник изготовлен из твердых сплавов, для предотвращения износа.
Чтобы заготовка не продавливалась при измерении – подающая рукоятка оснащена трещоткой храповиком. При достижении предельного давления – рукоять проворачивается. Трещотка имеет разную степень усилия, для деталей разной твердости.
Как пользоваться микрометром – указано в инструкции. Общие принципы считывания показаний шкалы следующие:

Рукоять (3) накручивается на шток (2) до срабатывания трещотки. Ближайшее открытое деление шкалы (1) на штоке показывает значение с точностью до 0,5 мм. Остальная цифра добавляется с рукоятки, при совмещении ее с продольной риской шкалы (1).
Как измерять микрометром с цифровой шкалой – никакой инструкции не требуется. Показания выводятся на экран. Так же можно посмотреть видео материал, в котором подробно рассказано и показано как пользоваться микрометром.
Статьи по интересующей Вас теме Как измерять штангенциркулем
Как измерять штангенциркулем Как пользоваться мультиметром?…
Как пользоваться мультиметром?… Лазерный дальномер —…
Лазерный дальномер —… Что такое лазерный уровень и как…
Что такое лазерный уровень и как… Как выбрать строительный…
Как выбрать строительный… Сделать приспособления для…
Сделать приспособления для… Торцовочная пила Макита и Метабо
Торцовочная пила Макита и Метабо Мойка высокого давления, какую…
Мойка высокого давления, какую…Микрометр (фиг. 563) состоит из следующих частей: скобы 7. пятки 1. стебля 5. микрометрического винта 2. барабана 3. трещотки 4 и стопора 6. Скоба является основной частью: к ней крепятся остальные части микрометра; пятка служит неподвижным упором при измерениях. Стебель представляет собой трубку, неподвижно соединенную со скобой; на стебле имеется шкала, которая состоит из риски, нанесенной вдоль образующей стебля, и штрихов, перпендикулярных к риске и нанесенных под ней и над ней. Штрихи под риской расположены через 1мм. над риской - точно в середине, между нижними штрихами. Следовательно, расстояние по направлению риски (образующей) между любым нижним штрихом и следующим за ним верхним штрихом равно 0,5 мм.

Конец микрометрического винта является подвижным упором. Стопор служит для зажима микрометрического винта в нужном положении. Барабан представляет собой муфту, надетую на стебель; левая часть его сточена на конус. Вся коническая поверхность барабана разделена на 50 равных частей штрихами, имеющими направление образующих конуса. За один полный оборот барабана микрометрический винт и вместе с ним барабан продвинутся по направлению оси на 0,5 мм, т. е. на одно расстояние между соседними нижним и верхним штрихами шкалы стебля; следовательно, при повороте барабана на одно деление скоса (на 1 /50 часть полного оборота) микрометрический винт, а вместе с ним и барабан продвинутся вдоль оси на 1 /50 часть от 0,5мм. т. е. на 0,01мм. Трещотка служит для ограничения давления микрометрического винта на измеряемую деталь.
При измерениях микрометром деталь помещают между пяткой и микрометрическим винтом, затем поворачивают барабан с таким расчетом, чтобы микрометрический винт приблизился к детали, но не касался ее; дальнейшее продвижение микрометрического винта осуществляется поворотом трещотки до тех пор, пока не послышится характерное потрескивание, показывающее, что микрометрический винт достаточно плотно прижат к поверхности детали; тогда его застопоривают и читают получившееся значение размера.
Отсчет размера по микрометру производится так: определяют количество видимых под риской делений шкалы стебля и полученное число делений умножают на 1мм затем смотрят, не видно ли штриха над риской правее последнего нижнего штриха; если такой штрих виден, то это означает, что к полученному числу надо еще прибавить 0,5мм. Далее определяют, какой штрих на коническом скосе барабана совпадает с горизонтальной линией шкалы стебля; полученная цифра является количеством сотых долей миллиметра, которое прибавляют к ранее полученному числу миллиметров.
Размер, соответствующий положению барабана, изображенному на фиг. 564, а, следующий:

а) под риской четыре полных деления шкалы - 4 мм.
б) над риской не видно штриха правее нижнего правого штриха шкалы.
в) на скосе барабана совпадает с риской штрих 42-го деления - 0,42 мм.
Сложив показания шкал, получим полный размер, равный 4,42 мм.
Размер, соответствующий положению барабана, изображенному на фиг. 564, б, следующий:
а) под риской семь полных делений шкалы -7 мм
б) над риской виден штрих прлвее нижнего правого штриха шкалы - 0,5 мм\
в) на скосе барабана совпадает с риской штрих 26-го деления - 0,26 мм.
Сложив показания шкал, получим полный размер, равный 7,76 мм.

На фиг. 565, а показано измерение микрометром толщины пластины, а на фиг. 565, б - измерение диаметра стержня.
Микрометр является очень распространенным измерительным прибором, который используется для измерений высокой точности. Несмотря на свою распространенность, он не так прост в использовании, поэтому, не все знают, как пользоваться микрометром. Применяется устройство во многих областях, где требуется получение сверхточных данных. Это может быть сфера изготовления инструментов и разнообразных деталей, проверка толщины изделий, таких как тонкие металлические листы, а также прочие сферы. В среднем, погрешность измерения составляет от 2 до 9 тысячных долей миллиметра. Это зависит от класса точности, который, как правило, прямо пропорционален размерам и рабочему диапазону.

На рынке сейчас встречается множество типов и моделей данного устройства, но принцип их действия и правила пользования микрометром почти всегда остаются одинаковыми, так как исключение составляют лишь электронные модели. Механические же делаются по одному и тому же принципу, но с различными особенностями, в зависимости от измеряемых предметов.
Устройство микрометраПрежде чем разобраться, как мерить микрометром, нужно узнать устройство данного прибора. Стандартные модели состоят из таких составляющих как:
Зная устройство прибора, можно более подробно узнать, как пользоваться микрометром. Схема действий здесь весьма проста, но нужно правильно придерживаться порядка выполнения операций. Для этого требуется:
Наличие нескольких шкал на одном устройстве создает трудности для тех, кто не знает, как пользоваться микрометром. Главное, правильно анализировать показания каждой шкалы:
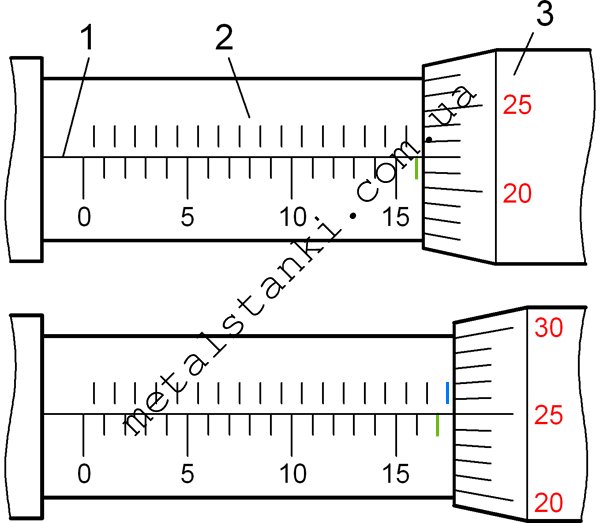
фото:как правильно пользоваться микрометром
Указатель для шкалы «2» на стебле является торец барабана. Для круговой шкалы «3» указателем является продольный штрих «1». Шкала с цифрами показывает количество миллиметров. Ее верхняя часть без цифр – половины. Для снятия показаний отмечается последний полный штрих нижней шкалы прибора (на рисунке – черта зеленого цвета). Он указывает на целое число миллиметров.
Далее следует глянуть, есть ли справа от него на верхней шкале еще одна черта (на рисунке отмечена синим цветом). Если такова имеется, то добавляется еще 0,5 мм к имеющемуся значению. Когда идет подсчет показаний круговой шкалы «3», то в расчет берут то значение, которое совпадает с продольным штрихом на шкале «1». Чтобы более детально понять, как пользоваться микрометром видеоурок поможет получить более полное представление о данном процессе.
Таким образом, если вы поняли, как правильно пользоваться микрометром, то можно легко подсчитать сумму на втором рисунке. 17 мм на нижней шкале + 0,5 мм на верхней + 0,25 мм на барабане. Таким же образом можно понять, сколько микрометров в миллиметре, так как шкала показывает сотые доли. Итого: на нижнем рисунке микрометр показывает 17,75 мм.
Проверка точности и калибровкаЕстественно, что все снятия показаний производятся при помощи поверенного устройства, показывающего точные данные. Для проверки точности используют эталоны, которые идут в комплекте. Дело в том, что для каждого предела измерений и соответствующей модели применяются свои детали. Таким образом, эталон имеет определенную длину, которая вписывается в заданный предел. Если при измерении микрометр показал нужные данные, то им можно пользоваться в дальнейшем. Но желательно делать поверку перед каждым использованием.
Учитывая все правила и предписания, здесь точно узнаете, как пользоваться микрометром, вне зависимости от его модели и диапазона измерений.
Интересует аренда склада Одесса. Заходите на knin.com.ua и выбирайте помещение. Очень низкие цены!
К микрометрическим инструментам относятся гладкие микрометры, микрометрические нутромеры, глубиномеры, а также рычажные микрометры, которые предназначены для абсолютных измерений наружных и внутренних размеров, высот уступов, глубин отверстий и т. д.
Принцип действия этих инструментов основан на использовании винтовой пары (винт-гайка) для преобразования вращательного движения микровинта в поступательное перемещение.
Цена деления таких инструментов 0,01 мм.

Классическая конструкция микрометра включает скобу с запрессованной неподвижной пяткой и стеблем (иногда стебель присоединяют к скобе резьбой). Внутри стебля с одной стороны имеется микрометрическая резьба с шагом 0,5 мм. а с другой – гладкое цилиндрическое отверстие, обеспечивающее точное направление перемещения микровинта.
На винт насажен барабан, соединенный с трещоткой. Трещотка имеет на торце односторонние зубья, к которым пружиной прижимается штифт, обеспечивающий постоянное усилие измерения. Стопорное устройство служит для закрепления винта в нужном положении.
Отсчетное устройство микрометрических инструментов состоит из двух шкал: продольной и круговой. Продольная шкала имеет два ряда штрихов, расположенных по обе стороны горизонтальной линии и сдвинутых один относительно другого на 0,5 мм. Оба ряжа штрихов образуют одну продольную шкалу с ценой деления 0,5 мм. равной шагу микровинта.
Круговая шкала обычно имеет 50 делений (при шаге винта Р = 0,5 мм ).
По продольной шкале отсчитывают целые миллиметры и 0,5 мм. по круговой шкале – десятые и сотые доли миллиметра.
Конструкция микрометра впервые была запатентована французским изобретателем Жаном Лораном Палмером в 1848 году под названием «круговой штангенциркуль с круговым нониусом». Однако серийное производство микрометров началось лишь через несколько лет, - после посещения двумя американскими инженерами Д. Брауном и Л. Шарле Парижской выставки, где они увидели изобретение Ж. Палмера и организовали его серийным выпуск.
Микрометры – очень популярный инструмент для измерения наружных диаметров, толщин и т.п. Благодаря простой конструкции, удобству в обращении, быстроте в работе и достаточно высокой точности измерений, они – самые употребляемые цеховые инструменты для линейных измерений. Каждый станочник, слесарь, технолог и конструктор имеет собственный микрометр. Большое разнообразие конструкций, позволяющие измерять самые разные наружные поверхности делают их универсальными инструментами.
Изготавливают микрометры многие зарубежные и отечественные фирмы – Mitutoyo (Япония). Tesa (Швейцария). Carl Mahr (Германия). Челябинский инструментальный завод (ЧИЗ) и Кировский инструментальный завод (КРИН).

Качество современных микрометров очень высокое. Точный шлифованный винт, беззазорное соединение винта и гайки, твердосплавные торцевые измерительные поверхности обеспечивают плавное перемещение винта без биения торцевой поверхности. Применение нержавеющих сталей и термообработки обеспечивает антикоррозийные свойства инструмента, сопротивление износу и коррозии.
Положительной особенностью микрометров является соблюдение принципа Аббе . что существенно повышает точность измерения.
Современные микрометры, микрометрические инструменты и приборы подразделяются на две группы:
- механические микрометры со штриховой отсчетной шкалой;
- электронные микрометры с цифровым отсчетом.
Согласно ИСО 3611-2010 микрометры со штриховым отсчетом называют микрометрами с аналоговой индикацией, а микрометры с цифровым отсчетом называют микрометрами с цифровой индикацией.
Механический микрометр со штриховым отсчетомОсновным элементом микрометра является микрометрическая винтовая пара. С ее помощью поступательное перемещение измерительной поверхности (торца) микрометрического винта связано с поворотом отсчетного барабана. Один оборот барабана микровинта соответствует перемещению торца микровинта на один шаг резьбы винта. В большинстве конструкций шаг резьбы винта составляет 0,5 мм. а на барабан наносят 50 или 100 делений. Таким образом, цена деления отсчета составляет 0,01 или 0,05 мм. Резьба винта шлифуется на высокоточных станках. Микрометрическая пара в приборах оформлена в виде отдельного узла – микрометрической головки.
Микрометрическая головка входит в состав микрометров различного назначения, нутромеров, глубиномеров, различных стационарных приборов в качестве измерительного узла или узла, задающего точные перемещения, и т. п.
В головке микрометрический винт перемещается совместно с барабаном относительно стебля, жестко соединенного с микрометрической гайкой. Микрометрические головки обычно имеют две шкалы (рис.1): круговую для определения дробных долей оборота и линейную для определения числа полных оборотов микрометрического винта. Линейная шкала и продольный штрих нанесены на наружной поверхности стебля (или на гильзе, одеваемой на стебель).
Цена деления линейной шкалы равна шагу винта, при шаге 0,5 мм наносятся две части шкалы с длиной деления 1,0 мм. сдвинутые друг относительно друга на 0,5 мм. Общая длина линейной шкалы определяется диапазоном измерительного перемещения микрометрического винта (обычно 25 мм).
Круговая шкала нанесена на скосе барабана, торец которого является указателем линейной шкалы. Указателем круговой шкалы служит продольный штрих линейной шкалы.
Диаметр барабана выбран таким, чтобы длина деления была около 1 мм. Для отсчитывания дробных долей деления круговой шкалы в некоторых случаях применяют нониус, аналогичный нониусу штангенциркуля со считыванием без параллакса. Цена деления нониуса составляет 0,001 мм. Однако применение нониуса имеет смысл только в том случае, когда отсчитываемые доли деления меньше погрешности микрометрической передачи.
Для стабилизации измерительного усилия предусмотрено специальное устройство (трещотка, или фрикцион). закрепленное на барабане. С помощью этого устройства на измерительной поверхности микрометрического винта создается усилие, лежащее для большинства случаев применения микрометрических головок в пределах 5-10 Н .
Микрометры являются универсальными инструментами для наружных измерений. Конструкция и метрологические характеристики микрометров определены ISO 3611:2010, DIN 863 и ГОСТ 6207-90 .
Микрометр имеют скобу, в которую с одной стороны установлена микрометрическая головка, а с другой пятка, Конструкция микрометров предусматривает стопорное устройство для закрепления микрометрического винта. Измерительными поверхностями у микрометров являются параллельные плоскости торцов микрометрического винта и пятки, обычно имеющие диаметр 8 мм.
Для повышения точности измерений выпускают микрометры с диапазоном измерения до 100 мм с диаметром рабочих поверхностей (стебля и пятки) уменьшают до 6,5 мм. Для повышения износостойкости измерительные поверхности микрометров изготовляют из твердого сплава.
Скобы современных высокоточных микрометров выполняют с теплоизолирующим покрытием, чтобы уменьшить погрешности, вызываемые тепловым расширением при контакте с руками.
Для установки нулевого положения микрометры с нижним пределом измерений от 25 мм комплектуют установочными мерами. Цена деление большинства механических микрометров составляет 0,01 мм.
Выпускают также микрометры с ценой деления 0,05 мм и с нониусом с ценой деления 0,001 мм. Диапазон измерений микрометров до 1500 мм .
Микрометры для измерения диаметров более 500 мм (скобы) делают сварными из труб для облегчения и снабжают теплоизолирующими накладками. Микрометры снабжаются сменными наконечниками с приращением длины 25 мм .
Следует отметить, что измерение микрометрическим инструментами больших диаметров (более 500 мм) очень неудобная операция, требующая опыта и терпения.
Результат такого измерения не надежен.
Несмотря на повсеместное распространение микрометров с штриховыми шкалами и нониусом, отсчет по двум штриховым шкалам и сложение их результатов неудобен, особенно при плохом зрении и недостаточном освещении. Поэтому появление электронных микрометров с цифровым отсчетом сделало процесс измерения значительно проще и удобнее, а в некоторых случаях и точнее.

Конструктивно электронный микрометр мало отличается от механического микрометра, но вместо штриховых шкал он снабжен инкрементным, как правило, емкостным преобразователем, небольшим электронным устройством и цифровым дисплеем.
Преобразователь аналогичен инкрементному преобразователю, применяемому в штангенциркуле. Он состоит из двух небольших дисковых пластин, на которых размещены изолированные друг от друга электроды. Один диск вращается вместе с винтом, второй неподвижен и удерживается шпонкой, расположенной вдоль винта. Оба диска перемещаются вместе с микровинтом на всю величину хода винта.
На скобе микрометра также расположен электронный микропроцессорный блок и цифровой дисплей с дискретностью показаний 0,01 или 0,001 мм. Высота цифр составляет 7-9 мм. На корпусе имеются две кнопки «вкл/выкл» и установка нуля. Установка нуля возможна как при сведенных пятках микрометра, так и любом месте диапазона измерения (например, для контроля партии одинаковых деталей) .
Некоторые модели имеют дополнительные функции, например, сортировка по размерам, кодовый выход на внешние устройства и т.д. Вся электронная система питается от небольшой литиевой батарейки, срок службы которой 1,5 года или 2000 часов.
Электронные микрометры выпускаются с диапазоном измерения до 300 мм и степенью защиты от IP40 – до IP65 по стандарту DIN EN 60529 и ГОСТ 14254-96 .
Кроме стандартных микрометров выпускают много специализированных моделей, например, для измерения толщины стенок труб со сферическими измерительными поверхностями, для измерения мягких материалов с измерительными поверхностями в форме дисков, для измерения среднего диаметра резьбы, для измерения длины общей нормали зубчатых колес с измерительными поверхностями в форме дисков, для измерения наружного диаметра многолезвийного инструмента и др.
Прогрешность при измерении микрометромСуммарная погрешность измерения с помощью микрометра состоит из следующих составляющих:
Пределы допускаемой погрешности микрометров приведены в Таблице 1. Указанные значения погрешностей установлены в зависимости от диапазона измерений.
Предел допускаемой погрешности микрометрической головки (при выпуске ее в качестве отдельного изделия) оговорен ГОСТ 6507-78 «Микрометры с ценой деления 0,01 мм. Технические условия» в виде предельной погрешности ?= ±4 мкм.
Правильно было бы нормировать погрешность расстояний между двумя любыми точками - амплитудную погрешность, как это предусмотрено рекомендациями ИСО 3611-1978. так как механизм головки при установке барабана на нуль может занимать различные положения и при этом значение погрешности в каждой отдельной точке будет зависеть от положения нулевой точки.
Предельно допустимая погрешность G микрометра в любой точке диапазона измерений (25 мм) указана в Таблице 1 .
Указанная в таблице предельно допустимая погрешность G включает в себя погрешность микрометрической головки, погрешность от прогиба скобы микрометра и погрешность от неровностей и непараллельности измерительных поверхностей.
Проверка и калибровка микрометровКалибровку и поверку микрометров осуществляют с помощью концевых мер длины в нескольких точках в диапазоне измерений согласно ISO 3611:2010, DIN 863 и ГОСТ 6207-90.
Концевые меры подбирают таким образом, чтобы была возможность предельную погрешность измерения G микрометра во всех точках диапазона измерения.
Например, рекомендуемые размеры концевых мер длины для проверки микрометров – 3,1; 6,5; 9,7; 12,5; 15,8; 19,0; 21,9 и 25 мм .
Для проверки отклонений плоскостности и непараллельности измерительных поверхностей микрометра (торца винта и пятки) необходимо три или четыре плоскопараллельных оптических стеклянных пластины с градацией по высоте в 1/4 или 1/3 шага микровинта (0,5 мм). Это обеспечивает проверку с трех или четырех положениях при полном повороте микровинта.
Для проверки пластину устанавливают между пяткой и торцом винта. Аккуратно перемещая пластину между измеряемыми поверхностями, определяют наименьшее количество интерференционных колец или полос на одной измерительной поверхности. К этому числу прибавляют количество колец или полос на другой измерительной поверхности.
При длине волны света примерно 640 нм ширина одной интерференционной полосы составляет 320 нм (0,32 мкм) .
Микрометрический глубиномер состоит из базирующей опоры, в которой закреплен микровинт с диапазоном измерения 25 мм. и сменных измерительных вставок разной длины. Общий предел измерения глубиномера до 300 мм.
Глубиномеры также как и микрометры выпускаются с механической шкалой и с электронным цифровым отсчетом.
Цена деления глубиномера – 0,01 мм. Отклонение от плоскостности базирующей опоры – 2 мкм. Допуск длины измерительных вставок ±(2 + L/75). где L – длина вставки.
Погрешность измерения с самой маленькой вставкой – 5 мкм .
Как правильно пользоваться микрометром поможет разобраться представленный здесь видеоролик.







