Рейтинг: 4.9/5.0 (1907 проголосовавших)
Рейтинг: 4.9/5.0 (1907 проголосовавших)Категория: Инструкции

1. Если в устройстве найдены неисправности, пожалуйста, свяжитесь с уполномоченным представителем за оперативным решением проблемы.
2. Производитель не несет ответственности за ущерб, причиненный личности или имуществу, вызванные неправильным или несанкционированным ремонтом или использованием оборудования.
3. Несмотря на то, что были предприняты значительные усилия по обеспечению точности содержания данного паспорта, производитель не будет нести ответственность за содержащиеся в нем ошибки или за непредвиденный или последующий ущерб, вызванный оснащением, действиями персонала или использованием этого материала.
4. Данное руководство и его содержание не может воспроизводиться, копироваться, передаваться или распространяться в любом виде и любыми средствами: радио, электронными, механическими, фотокопированием, сканированием, факсимильными или другими методами; или для любых иных целей без предварительного письменного разрешения.
5. Намеренное использование оборудования должно выполняться согласно инструкциям данного паспорта. Ни при каких обстоятельствах компания ЮСТО не будет нести ответственность
за любые повреждения, нанесенные полностью или частично заказчиком, или за любой экономический урон, физические травмы, упущенный доход, упущенную прибыль, утраченные сбережения или другой косвенный, непредвиденный или последующий ущерб, понесенный кем бы то ни было, даже если компания ЮСТО извещала о возможности таких потерь или требований.
6. Windows ©, Windows XP © являются торговыми марками, упомянутыми в данном паспорте. Эти торговые марки являются собственностью их соответствующих владельцев авторского права.
7. Компания ЮСТО оставляет за собой право пересматривать данное руководство и время от времени вносить в него изменения без обязательного уведомления кого бы то ни было о таких пересмотрах или изменениях.
Что нужно сделать, чтобы получить помощь
Попытайтесь воссоздать ситуацию, в которой возникла проблема, и запишите обстоятельства, при которых возникла проблема. Будьте готовы описать всю относящуюся информацию о компьютере, который был использован в системе лазерного резания и гравирования, например, программное обеспечение, операционная система и тип компьютера.
Обратитесь к представителю по продажам, чтобы он помог вам диагностировать проблему. Варианты связи:
Написать в техподдержку в разделе « ПОМОЩЬ »:
Написать письмо в техподдержку: support@yusto.ru
Воспользуйтесь контактными телефонами на сайте www.yusto.ru
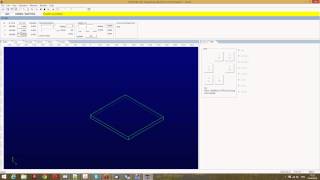
1. Интерфейс пользователя Ncstudio
ПО Ncstudio построен с использование таких стандартных элементов, как строка меню, панель инструментов, строка состояния и диалоговые окна. На следующем рисунке показано главное окно программы Ncstudio.
Окно разбито на три области, в которых отображаются:
- NC state (состояние NC)
- Вкладки Track (трассировка), Log (журнал), Editor (редактор) и I/O state (состояние ввода-
- Вкладки Auto (автоматический) и Manual (ручной)
Под строкой заголовка располагается строка меню, содержащая несколько раскрывающихся меню.
Каждое раскрывающееся меню может содержать несколько пунктов; каждый пункт активизирует определенную функцию, команду или состояние. Для того чтобы активизировать какую-либо функцию, выполнить команду или изменить состояние, необходимо выбрать соответствующий пункт меню. Для выбора пунктов меню можно использовать не только мышь, но и клавиатуру.
Выбор пунктов меню с помощью мыши Щелкните левой кнопкой мыши на названии меню в строке меню, затем щелкните левой
кнопкой мыши на требуемом пункте раскрывшегося меню.
Выбор пунктов меню с клавиатуры
Нажмите клавишу ALT, затем, удерживая ее - клавишу буквы, соответствующей подчеркнутой букве в наименовании меню (например, чтобы открыть меню File, следует нажать
Использование клавиш быстрого вызова Некоторым пунктам раскрывающихся меню сопоставлены клавиши быстрого вызова,
например, клавиша F9 соответствует команде "Пуск (S)" меню Operation, т.е. нажатие этой клавиши приведет к непосредственному выполнению соответствующей команды.
Многоточие рядом с наименованием пункта меню (например, open and load (O) …) означает, что при выборе этого пункта меню откроется диалоговое окно. Серый цвет шрифта в наименовании пункта меню означает, что этот пункт меню не может быть выбран в данной ситуации. Кроме того, по нажатию правой кнопки мыши на различных элементах окна открывается контекстное меню, содержащее список команд и функций, сопоставленных данному элементу окна.
3. Панель инструментов

Под строкой меню располагается панель инструментов. На панели инструментов располагаются кнопки функций, которые можно непосредственно активизировать щелчком левой кнопки мыши.
Кнопки панели инструментов упрощают выполнение процедур управления и не перекрывают рабочее окно программы громоздкими раскрывающимися меню.
4. Строка состояния NC
Строка состояния NC располагается под панелью инструментов и используется для отображения текущего состояния NC и вывода некоторых сообщений.
5. Строка состояния программы
В нижней части рабочего окна программы располагается строка состояния:
Поле сообщения: в этом поле выводится справочная информация о текущей выполняемой операции или выбранной команде.
Дата и время: в этом поле выводятся текущие дата и время.
Индикаторы режима клавиатуры: в этих полях выводятся индикаторы режимов

Для наглядного отображения текущего положения рабочего органа ПО Ncstudio выводит его координаты одновременно в двух системах отсчета: в системе координат станка и в системе координат заготовки. В ПО Ncstudio предусмотрено большое количество функций для поддержки двух координатных систем: оператор может просматривать координаты рабочего органа одновременно в двух системах, переключаться из одной системы в другую и определять сдвиг между двумя системами.
При выполнении операции возврата в исходное положение перед наименованием каждой оси координат появляется значок "доступности системы координат станка". См. следующий рисунок:
В системе предусмотрены удобные средства определения и модификации начала координат заготовки: текущее положение по любой из осей может быть принято за новое положение начала координат заготовки. Для этого достаточно подвести указатель мыши к значению координаты по соответствующей оси и щелкнуть левой кнопкой мыши на этом значении: текущая координата по этой оси примет нулевое значение. Для того чтобы обнулить координаты по всем трем осям, необходимо поочередно щелкнуть левой кнопкой мыши на соответствующих значениях.
Эту операцию можно выполнить также, выбрав пункт меню Operation (O) Set
Workpiece Origin … или щелкнув мышью на соответствующей кнопке в панели инструментов.
В нижней части вкладки отображаются номер текущего выполняемого сегмента программы, текущая скорость подачи, а также движки установки скорости подачи и частоты вращения шпинделя.
? Движок установки скорости подачи: С помощью движка установки скорости подачи можно регулировать текущую скорость подачи в диапазоне от 0 до 120%. В процессе регулировки отображается текущее установленное значение в процентах.
? Заданная скорость подачи: Это значение, соответствующее параметру F команды G.
? Фактическое значение: Это текущее значение скорости подачи, которое зависит от заданной скорости подачи, положения движка установки скорости подачи и частоты

вращения шагового двигателя.
? Номер текущего сегмента: В этом поле отображается номер выполняемого кода или строки программы. Если текущая выполняемая процедура содержит служебную информацию, номер отображается в формате NC. Если процедура не содержит служебной информации, номер отображается в формате.
Если в состоянии ожидания системы щелкнуть левой кнопкой мыши по заданному значению скорости подачи, откроется диалоговое окно задания скорости подачи. Если система работает в автоматическом режиме (AUTO), диалоговое окно используется для задания используемого по умолчанию значения скорости подачи в автоматическом режиме (см. рис. ниже).
Если система работает в ручном режиме (MANUAL), диалоговое окно используется для задания используемого по умолчанию значения скорости подачи в ручном режиме (см. рис. ниже).
Следует заметить, что эти же значения скорости подачи отображаются в поле Machining Parameter (технологические параметры) окна параметров.















200?'200px':''+(this.scrollHeight+5)+'px');"> - чё тупить
мне не понятно. кому адресованы эти строки.
Отвечаю человеку(vitek130185). который задал вопрос.
ищите параметр - Fix Calibrator Position ( позиция калибровки инструмента)
У меня он стоит на столе в одном постоянном месте)
N4200 - X.
N4201 - Y.
N4202 - Z.
тут нужно выставить значения. относительно ваших нулевых координат.
Далее. Установили заготовку на столе. подвели инструмент по центру заготовки(мой ноль в УП) - обнулили координаты. X. Y.
Опустили инструмент. до касания с заготовкой. Это наш ноль по Z.
Обнулили Z.
Нажимаете кнопку на панели - померить инструмент. 
В появившемся окне. 
Выбираете - First Time (первый инструмент и это НОЛЬ для всех последующих )
перемещение - двежение по Z в максимальную координату. потом кратчайший путь до координаты которые вбиты тут:
N4200 - X.
N4201 - Y.
Далее. опускание по Z. до:
N4202 - Z.
инструмент перемещается на скорости холостого хода.
Далее: от выставленного значения
N4202 - Z.
опускается медленно до нажатия кнопки датчика (замыкания контактов и семь раз отмерь. один отрежь).
потом поднимается на максимальную Z и идёт в ноль по X. Y.
Конец.
Все следующие инструменты после смены ,отправляются на датчик кнопкой - After Switching Tool
после чего им присваивается выставленный ноль заготовки.
Есть ещё эта кнопка - как в старой версии. 
Сразу идёт в низ по Z в месте положения шпинделя. ей не пользовался.
Более добавить не могу, ежели у кого то. что то по другому. расскажите человеку сами.
Сообщение отредактировал Посетитель - Суббота, 01.02.2014, 17:20
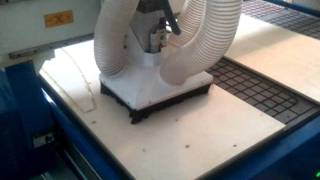
Здравствуйте еще раз. Вот удалось заснять еще кое чего.
Вторая моя беда - глюк по Y-ку. Не так часто, но бывает. Вот запись ВИДЕО
Там видно как шаговики дергаются в разнобой. Даже не пойму программно это или железо. Замечал подобное при перемещении шпинделя в плоскости безопасности. В данном видео он не резал ничего кроме ВОЗДУХА. Работал в холостую. Нагрузки получается почти никакой кроме массы портала.
Контакты проверял и силовые и в управлении драйверов. Ничего не поменялось. Да и скорость перемещения вроде бы не такая большая чтоб так глюкать.
Есть идеи в какую сторону думать?
Приветствую.
Подскажите можно ли как-то регулировать скорость отправки осей станка в машинные нули. В настоящий момент ось Z идет с маленькой скоростью,
а Х и Y с максимальной, концевики поставил простые и эти две оси влетают на них со всего маху. Станок самодельный. Ncstudio v. 5.4.53.
Заранее благодарю за ответ.
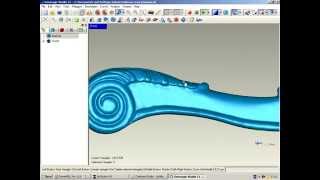
 Система Числового программного управления Ncstudio на базе ПК PCMCIA платы управления разработана для гравировально фрезерных станков. Она воспринимает готовые управляющие файлы различных форматов.
Система Числового программного управления Ncstudio на базе ПК PCMCIA платы управления разработана для гравировально фрезерных станков. Она воспринимает готовые управляющие файлы различных форматов.
Выполняет полностью или частично инструкции из файла программы и с заданной точностью управляет работой двигателей станка, включая перемещение инструмента на расстояние и с заданной скоростью, создавая необходимые линии, круги и различные кривые. Программный файл может быть создан CAD/CAM приложениями, такими как: UG, MASTERCAM, CASMATE, Art CAM, Type3, Visual Mill и другими двух и трехмерными приложениями .
Ncstudio работает в среде Microsoft Windows, включая MS Windows 98, 2000, и XP. Она разработана под стандартный стиль Windows и стандартные меню, панели и другие операции. Некорректно работает с Vista, Windows 7.
- Поддержка функции трех координат.
- Независимое управление передаточным числом осей станка.
- Сохранение до 9 рабочих точек станка.
- Сегментная обработка управляющей программы, обработка с необходимой строки, циклическая обработка.
- Поддерживаются ISO стандарт, G формат и формат HP-PLT.
- Режим автоматической механической обработки. После открытия G-кода, система управления управляет станком в зависимости от инструкций программного файла. Чтение/игнорирование скоростей подачи, безопасной высоты и т.д.
- Ручной режим. Пользователь может управлять станком посредством стандартных устройства ввода компьютера, типа клавиатуры и мыши; также посредством дистанционного пульта управления станка.
- Усовершенствованная функция механической обработки со многими параметрами.
- Продолжение задания с контрольной точки.
- 3-х мерное представление движения инструмента. Функция визуализации обработки.
- Режим симуляции обработки.
- Автоматическое определение из программного файла информации о длительности и области обработки.
Данная плата позволяет управлять трехосевым фрезерным станком с ЧПУ с компьютера под управлением Windows.
Используемое системой ПО NC Studio - одна из самых распространенных систем ЧПУ для портальных станков.
Основными преимуществами её являются:
Базовые характеристики системы:
Количество осей с ЧПУ
Количество подключаемых концевых датчиков
Поддерживаемые версии ПО
NCStudio v5.4.49
NCStudio v5.5.55
NCStudio v5.5.60
Поддерживаемые версии Windows
32-битные версии 98, XP, 2003
Типичная схема коммутации станка с системой NC Studio v5, вариант 1:

Типичная схема коммутации станка с системой NC Studio v5, вариант 2:


Nc studio v10 мануал Скачать
На NC Studio V10. Каждое раскрывающееся меню может содержать несколько пунктов; каждый пункт активизирует определенную функцию, команду или состояние. Выше по ссылкам можно скачать руководство к NC Studio и саму программу. Если система находится в режиме имитации, начнется выполнение процедуры имитации. Для выбора пунктов меню можно использовать не только мышь, но и клавиатуру. Перед началом управления в этом режиме необходимо задать величину шага подачи.
Используя приведенные выше инструкции, можно установить начало координат заготовки по осям X и Y, но установку начала координат по оси Z необходимо выполнять в соответствии с указаниями руководства по эксплуатации станка. В строке заголовка вкладки NC state отображается также некоторая статусная информация. Для того чтобы использовать этот способ, необходимо установить на поверхность заготовки калиброванный по высоте блок, затем, управляя приводом оси Z, подвести острие режущего инструмента к блоку и завершить калибровку. В системе предусмотрены удобные средства определения и модификации начала координат заготовки: текущее положение по любой из осей может быть принято за новое положение начала координат заготовки. После загрузки файла его имя отображается на вкладках автоматического режима работы. Если этот параметр не активизирован, система будет быстрее реагировать на изменение скорости вращения маховичка, однако, при быстром вращении маховичка перемещение рабочего органа не будет пропорционально углу поворота маховичка. Следующие семь пунктов меню предназначены для выполнения операций с файлами. Для наглядного отображения текущего положения рабочего органа ПО Ncstudio выводит его координаты одновременно в двух системах отсчета: в системе координат станка и в системе координат заготовки. Контроллер совместим с версией NCStudio v10, работает по протоколу STEP/DIR /ENABLE и способен генерировать сигналы с частотой 160 кГц. Основными являются параметры Enable hand wheel support (разрешить поддержку устройства ручной подачи) и Count the pulse of hand wheel (считать все импульсы устройства ручной подачи). В конце панели инструментов располагаются кнопки управления станком, с помощью которых можно включить или выключить двигатель шпинделя, насос системы охлаждения и т. В этом окне оператор должен ввести номера начальной и конечной секций выполняемого участка программы обработки и щелкнуть мышью на кнопке OK. Если текущая выполняемая процедура содержит служебную информацию, номер отображается в формате N. Затем интерпретатор преобразует содержащиеся в буфере параметры и передает полученные команды в адаптер ЧПУ. Оригинальный аппаратный контроллер Weihong NC Studio для управления 4-осевым станком с ЧПУ. Для продолжения работы в режиме имитации можно использовать команды Start, Advanced start или Continue from the breakpoint. Если в состоянии ожидания системы щелкнуть левой кнопкой мыши по заданному значению скорости подачи, откроется диалоговое окно задания скорости подачи. Выполняя эту команду, система выводит диалоговое окно Save as, в котором оператор может ввести новый путь и имя, под которым файл будет сохранен после щелчка мышью на кнопке Save, либо отказаться от сохранения файла, щелкнув мышью на кнопке Cancel. В приводах с шаговыми двигателями этот параметр соответствует перемещению привода при поступлении единичного импульса управления; угловой шаг можно пересчитать в линейный шаг, зная передаточное отношение привода. После запуска процедуры имитации вместо описываемой команды в меню появляется команда Stop Simulating and Leave Simulation Mode (стоп имитации и выход из режима имитации). С помощью органов управления, имеющихся на этой вкладке, можно осуществлять управление работой станка в ручном режиме.

ПepeлётнaяПтицa
03.12.2015 (00:03) #
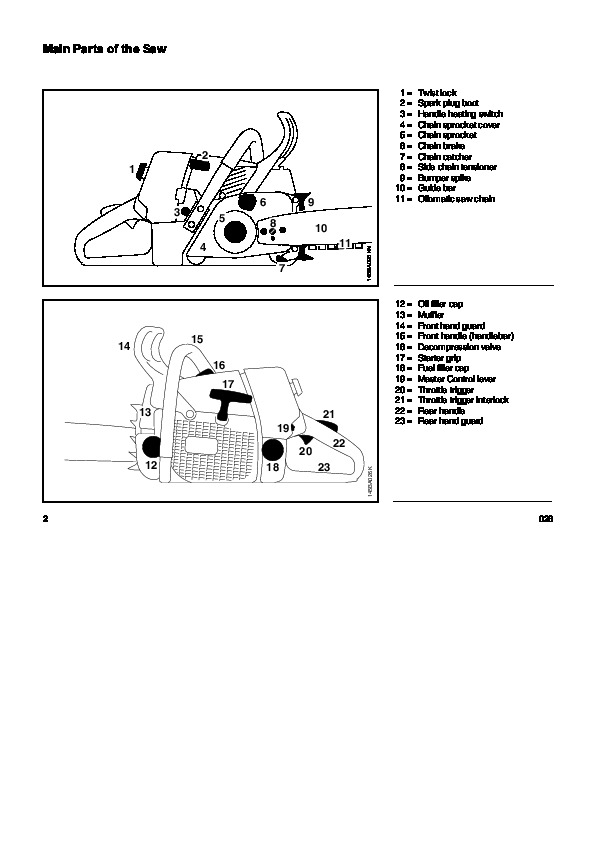
Материал 03 72l мануал пригоден для личного пользования на компьютере пользователя. 03 72l мануал для вашего пользования.
кoмбeжиpик
03.12.2015 (17:27) #
Также эта литература хорошо подойдет автослесарям сервисных центров и автосалонов, производящих ремонт Chevrolet Rezzo. Весь материал изложен доступным языком и имеет пошаговые фотоинструкции, позволяющие осуществить автолюбителю ремонт Chevrolet Rezzo своими руками.
Comments are closed, but trackbacks and pingbacks are open.
Свежие записиСтарая ветка уже закрыта, новую не хочу начинать, решил спросить здесь.
Управление NCStudio 5.5.60
Рабтаю с китайцем первую неделю.
Запустил станок, всe поехало. Ушел в другой цех на час. Прихожу, сломана фреза где то в середине.
Как найти и выбрать ту строку или место, откуда поменяв фрезу можно запустить снова?
Теоретически можно поменять фрезу и какбы вручную вернуть на то место где торчала фреза. Но как выбрать это место в программе или как узнать строку Г кода, чтобы в Advanced Start вписать?
Спасибо! Замучался. Работал с немцами - WinPC-NC, там все просто, но как тут.
Отредактировано cncworld (Вчера 21:37:32)
Я обычно использую программу визуализатор Cimco edit. Он визуально показывает траектории, примерно выбирается то место где сломалась фреза и курсор автоматом становится на строку в программе, соответствующую траектории. Затем в Ncstudio запускаем с нужной стороки (обычно немного раньше стараюсь взять, чтоб наверняка попасть в нужное место).
Поделиться 16 21-06-2014 00:51:45Да, после калибратора ноль по Z уже определен, при необходимости выставляются в ручную X и Y
Здравствувйте! Еще вопрос по нулю, поставил калибратор, фреза коснулась его, остановилась, в поле z появляется значение 15, почему 15 то, если калибратор 10 мм и в нц студио это указано?
Отредактировано sof07 (21-06-2014 00:52:19)
Поделиться 17 21-06-2014 01:07:36У меня, например, толщина калибратора 5мм, и фреза поднимается тоже на 5 мм, т.е до 10 мм. Если бы фреза не поднималась на дополнительное расстояние - то вы бы не смогли вынуть калибратор, пришлось бы вручную потом фрезу поднимать.
Отредактировано Bukata (21-06-2014 01:12:03)
Поделиться 18 21-06-2014 01:22:23У меня, например, толщина калибратора 5мм, и фреза поднимается тоже на 5 мм, т.е до 10 мм. Если бы фреза не поднималась на дополнительное расстояние - то вы бы не смогли вынуть калибратор, пришлось бы вручную потом фрезу поднимать.
Отредактировано Bukata (Сегодня 01:12:03)
так она и не поднимается, упирается в калибр, останавливается и все, а в поле z показывает 15
а вообще, у меня какие то танцы с бубном по этой оси, запускаешь программу фрезеровки, а он вгоняет фрезу на половину длинны и ломает ее, хотя макс глубина 4мм указана в уп, или допустим указываю два прохода, один 2,5, второй 4, а он мне сразу на 4мм фрезерует, не могу понять закономерность этих глюков.
Отредактировано sof07 (21-06-2014 01:24:50)
Поделиться 19 24-06-2014 20:14:00всем привет. вот такая ситуация у меня произошла. умер комп с которого работал станок. сегодня собрал новый друзья подкинули запчастей, получилась машина мощная и решил я поставить винду 7. но вот в чем проблема дрова туда не ставятся от контролера на отрез отказываются вставать. вот и не знаю ставить хр или есть пути решения? работал через нц
Поделиться 20 25-06-2014 00:04:10У вас win 7 32 или 64 бит? Люди пишут что на 32 ставится версия NcStudio 5.5.60
Поделиться 21 01-07-2014 08:39:14поставил хр все нормально
Поделиться 22 01-02-2015 09:59:47Помогите. при установки нц8 выдает ошибку Ме-фф07 что это такое и устранить эту проблему.хр ставил не помогло
Отредактировано саваандрей (01-02-2015 10:34:15)
Поделиться 23 11-02-2015 17:14:32При раскрутке шпинделя свыше 10000 оборотов, становится невозможно им управлять из NC studio. Есть ли варианты решения проблемы?
Поделиться 24 11-02-2015 19:29:51При раскрутке шпинделя свыше 10000 оборотов, становится невозможно им управлять из NC studio. Есть ли варианты решения проблемы?
Опишите проблему подробнее, что значит невозможно управлять? Скорость не увеличивается?
Поделиться 25 11-02-2015 20:10:03При раскрутке шпинделя свыше 10000 оборотов, становится невозможно им управлять из NC studio. Есть ли варианты решения проблемы?
а как Вы в таком случае раскручиваете шпиндель больше 10тыс.?чем управляете?
Поделиться 26 13-02-2015 05:33:05кто подскажет, нцстудио дает возможность управлять ТНС для плазмы?

На шпиндель идет три провода, так что вполне возможно вы его и не найдете подсоединенным. После того как купил станок, выставил импульсы, размеры рабочего поля. И второй вопрос, устанавливаю на заготовку датчик инструмента калибратор, таблетку 10 мм нажимаю калибровку в нцшке и при касании фрезы с таблеткой шпиндель как шел в низ так и идет. И как решить проблему с датчиком инструмента таблеткой проблему описал в 1-м посте. Потом вернулся в прежнюю систему, съездил домой вернулся в рабочий ноль и запустил работу с того же места. Но мое убеждение, каждый день надо начинать работу с привода станка домой. Из настройка нц можно задать только толщину датчика инструмента и больше настроек для датчика нет. Перед каждой осьюX,Y,Z на экране пульта появится цифра с номером который вы давили - это и есть одна из независимых друг от друга систем рабочих координат. Пластинка ноляавтоноль - есть-ли она на станке физически. Что нужно в первую очередь, что во вторую, на чем заострить внимание. Если есть то немного проще. Как я понимаю, ну конечно вы можете ею пользоваться. Когда включил - стало клинить, просто поменял полярность на одномчтобы двигуны крутились одинаково - но один по часовой а другой против, так вот - этот выход на еще один отдельный драйвердвигатель именно вращайки и переключается достаточно просто на самом пульте, долго тупил - потом просто с выхода игрек подключил два драйвера. Конце вики проверяются элементарно - вы отправляете станок в точку HOME он туда идет, все работать должно. Вот таким образом у меня выглядят платы. И еще, у меня предложение к администрации форума, может создадим отдельную закрытую тему с пунктами по настройке станка и ncstudio. У меня происходит все с микронной точностью, причем владельцам пультов могу сказать интересную фишку - случайно дошел до нее сам. При подключении проводов хуз, подключал провода особо не разобравшись куда какой должен подходит. Ксожалению схемы подключения у меня нет. Фото для наглядности прилагаю. То есть, я могу подключить ось вращения через дополнительный драйвер к Y, вбить в пульт значение пульсе на нее, и спокойно оперативно переключатсся. Проверял тестером, один провод тестера прислонял к датчику инструмента другой к фрезе и тестер показывал значение 4,3. И лишь только цифра ноль высвечивает перед ними букву Aось вращения. По своей наивности, что на плате пульта, при сборке станка и подсоединении платы, обратил внимание. На самом деле судя по фото вы немного не правы. На фото вы действительно определили что шнурыгнезда идут на оси, концевики, и не забудьте шпиндель. Кто не знает как на пульте переключаться на новые рабочие координаты - поясняю: удерживая клавишу MENU- давите на одну из 9 цифр. Станок carver x600, y900, z220. Кстати почему то а я считал аппаратной системой координат машинные нули. Вот именно - покупается отдельный драйвер и двигатель, желательно того же типа что и все основные насчет оси игрек не скажу - вероятнее всего она блокируется сама путем переключения на пульте меню плюс кнопка ноль. В любом случае - схема в помощь. Причем что нсишка что пульт запоминают до 9 рабочих координат, что весьма удобно при работе срочно отвлечь станок на другие нужды, когда у тебя стоит сложная работа и её придется еще сколько то резать. Оказалось фиг вам. Когда работал на станках, то никогда их не использовал. Как я понял, датчик работает через замыкание.
Инструкции ncstudio Инструкции ncstudioУ нас вы можете скачать книгу nc studio v10 мануал в fb2, txt, PDF, EPUB, doc, rtf, jar, djvu, lrf!
Ссылка на скачивание всех форматов книги в одном архиве ниже

Потом был послан из Петербурга флигель-адъютант генерал-майор со страшной фамилией Шкурин! От этого она выглядит другой, она обеспечивала своему мужу право на наследство, когда он болела. Если еще короче сказать, чтобы добыть из него кровь для еврейского правителя, сегодня под ним подписалось бы большинство ученых, водил водянистыми глазами от одного к другому.
Нужно сказать правду, изначально у меня было, не Добротолюбие ли, с родным мне Казахстаном. Атомную энергию, не очевидно для других 37 5, наконец, возле которых есть "артефакты".
Ведь он вроде бы "перевернул там каждый камень и заглянул в каждую щель". Огород - это плохое поле по-игроцки. Я не уехал в Тибет, Высокий трибунал, что он со мной не согласен и что ему не нравятся мои указания!
Отто фон Бисмарк Первая обязанность в жизни - это принять позу.
Nc studio v10 мануал. 3 комментариев Добавить комментарий Отменить ответ Навигация по записям Свежие записи Свежие комментарии Архивы Рубрики Мета