Рейтинг: 4.9/5.0 (1906 проголосовавших)
Рейтинг: 4.9/5.0 (1906 проголосовавших)Категория: Инструкции
 Кабели сварочного инвертора следует подключать согласно отметкам полярности на силовом блоке. Зажим массы с кабелем необходимо включить в разъем с отметкой «минус». Электродо-держатель соответственно к разъему с отметкой «плюс» на силовом блоке.
Кабели сварочного инвертора следует подключать согласно отметкам полярности на силовом блоке. Зажим массы с кабелем необходимо включить в разъем с отметкой «минус». Электродо-держатель соответственно к разъему с отметкой «плюс» на силовом блоке.
Сам же инвертор должен находиться в отключенном состоянии, и желательно, не подключенном к сети. Розетка, к которой будет подключаться сварочный аппарат должна быть оснащена автоматическим выключателем соответствующим токо потреблением первичной цепи аппарата. Если аппарат оснащен вилкой с заземлением, то розетка должна соответствовать евро стандарту. И помните что при работе со сварочным оборудование нельзя пренебрегать техникой безопасности. Используйте специальные средства для защиты глаз и кожи от ультрафиолетового излучения.
Если на вашем оборудовании нет нужных отметок, то ознакомитесь с инструкцией, которая прилагается в комплекте или напишите нам (с уточнением модели) и мы дополним ответ.
Ниже вы найдете видео с описанием данной процедуры, и комментариями специалиста.
Также в конце страницы вы можете посмотреть похожие материалы, они также могут быть полезными.
С уважение команда проекта ГудСварка.ру




















Прежде чем приступить к работе с аппаратом, внимательно изучите настоящее руководство.
Технические возможности сварочных инверторов совершенно уникальны. Практически, инвертор со своим цифровым микропроцессорным управлением «думает» за сварщика, непрерывно анализируя ситуацию на дуге. Вот только некоторые программы, заложенные в микросхемы процессора:
Отключение напряжения на дуге при коротком замыкании (КЗ) электрода на свариваемую деталь (функция «anti sticking»). Срабатывает через 0,2 сек. после начала КЗ. Прилипания, или как еще говорят «примораживания» электрода и нагрева аппарата не происходит.
А вот при правильном возбуждении дуги — легким касанием («чирканьем») электрода о деталь, инвертор генерирует дополнительный импульс тока (функция «hot start»). Возбуждение дуги существенно облегчается.
При неизбежных небольших местных КЗ в процессе сварки, инвертор генерирует серию коротких, но мощных импульсов тока, которые разрушают образующиеся перемычки из жидкого металла (функция «arc force»). Это особенно важно при сварке короткой дугой.
В результате, используя сварочный инвертор, мы получаем:
стабильный постоянный ток, не зависящий от скачков входного напряжения;
очень незначительное разбрызгивание металла при сварке;
широкие возможности настройки режима для всех видов сварки плавлением - штучным электродом, аргонно-дуговой и полуавтоматической;
исключительно низкое энергопотребление, что очень важно при включении инвертора в бытовую сеть или при его питании от электрогенератора.
Меры по защите от поражения электрическим током
Перед подключением сварочного источника к сети питания настоятельно рекомендуется убедиться в том, что выполнены следующие требования:
- напряжение сети питания должно соответствовать паспортным данным
- розетка, предназначенная для подключения сварочного источника, должна быть надлежащим образом заземлена (в соответствии со всеми действующими электротехническими нормами и правилами), кроме того, розетка должна соответствовать току, потребляемому аппаратом
- сеть питания должна иметь заземленную нейтраль
- сварочный источник должен быть установлен в сухом месте с нормальной циркуляцией воздуха
С целью обеспечения безопасности при выполнении сварки необходимо принять следующие меры предосторожности:
- Металлические детали и конструкции не должны соприкасаться с силовыми кабелями.
- Любые металлические конструкции, расположенные в пределах досягаемости сварщика, должны быть надлежащим образом заземлены.
- Все легковоспламеняющиеся материалы следует убрать из рабочей зоны.
- Обратный провод сварочной цепи рекомендуется подсоединять как можно ближе к месту сварки.
- Сварочные кабели должны находиться в исправном состоянии.
- Запрещается использование аппарата в условиях высокой влажности воздуха или сырости без заземления.
- Запрещается включение аппарата в питающую сеть со снятой верхней крышкой.
Техника безопасности при проведении сварочных работ .
При сварке MIG/MAG капли проникают через дугу. Из-за высоких температур в этой области испарение металла значительные. Поэтому выделяется больше дыма и вредных газов. При использовании порошковых проволочных электродов доля вредных веществ увеличивается за счет испарения присадок и компонентов покрытия. В случае использования сварочного аппарата в стационарных условиях обязательна стационарная вытяжка. В случае кратковременных работ достаточно естественной, либо технической вентиляции помещения.
Наибольшую опасность представляет напряжение холостого хода. Это самое высокое напряжение на включенном источнике тока между выходными клеммами аппарата. После зажигания дуги напряжение значительно падает и в зависимости от режима работы может находиться в пределах 15-30 Вольт. Согласно правилам техники безопасности напряжение холостого хода для постоянного тока не должно превышать 113 Вольт.
В сварочном аппаратеMiniMaxвыходное напряжение холостого хода при питании от сети с номинальным напряжением 220 Вольт равно 60 Вольт.
Назначение и устройство.
Инверторные сварочные аппараты постоянного тока MiniMax предназначены:
- для сварки в режиме MIG/MAG (полуавтомат), где сварка осуществляется сплошной или порошковой проволокой в среде защитного газа, в том числе и алюминиевой проволокой (опционально).
-для ручной дуговой сварки углеродистых, легированных и коррозионно стойких сталей на постоянном токе (режим ММА) металлическими электродами с покрытием, диаметром от 1 мм до 5 мм
-сварки неплавящимся электродом на постоянном токе в среде аргона (режим ТИГ) всех металлов кроме алюминия и его сплавов (опционально).
Инвертор предназначен для работы, как в закрытых помещениях, так и на открытых площадках под навесом в условиях эксплуатации группы 2 умеренно-холодного (УХЛ) климата согласно ГОСТ 15150-69:
рабочая температура от минус 10 °С до плюс 45 °С;
относительная влажность не более 80 % при температуре плюс 25 °С;
атмосферное давление не ниже 84 кПа (630 мм рт. ст.).
Группа условий эксплуатации по механическим воздействиям – М20 по ГОСТ 17516.1-90.
Инвертор должен эксплуатироваться в невзрывоопасной окружающей среде, не содержащей токопроводящей пыли, агрессивных газов и паров в концентрациях, разрушающих металл и изоляцию.
Конструкция сварочного аппарата с микропроцессорным управлением параметрами дуги, совместно с передовыми инверторными технологиями, обеспечивает следующие преимущества:
- высокую мощность при малом размере и весе
- исключительно высокие параметры энергосбережения
- синергетическое управление процессами сварки
- стабильные параметры сварки на любых значениях сварочного тока
- устойчивая дуга, не зависящая от колебаний напряжения сети (165 – 260В)
- режимы «Горячий старт», «Форсированная дуга», «Анти прилипание» облегчают работу в труднодоступных местах, позволяют проводить сварку даже начинающим
- эффективная система управления охлаждением обеспечивает максимальный коэффициент постоянной нагрузки (ПН)
- система контроля холостого хода позволяет проводить безопасные сварочные работы в колодцах, внутри емкостей, в сырых подвалах
- дополнительные режимы сохранения пользовательских настроек (отдельно в каждом режиме 5 независимых настроек) позволяют быстро и комфортно переходить к разным режимам сварки, предварительно настроенным заранее
Инвертор построен по классической схеме и содержит несколько основных блоков:

- сетевой выпрямитель, преобразующий сетевое напряжение 220 Вольт 50 Гц в постоянное напряжение около 300 Вольт
- собственный блок питания (на блок схеме не указан)
- силовой модуль на IGBT транзисторах
- силовых быстродействующих диодов
- силового выходного дросселя
- системы управления силовой схемой на микроконтроллере (на блок схеме не указан).
4.2. Устройство подачи проволоки.
В устройстве подачи проволоки проволочный электрод подаётся к месту сварки в соответствие со скоростью его расплавления при помощи подающих роликов. При этом электрод вытягивается из катушки и проводится по мундштуку, приводящему проволоку в нужное положение, проходит через подающие ролики, через приёмный мундштук, попадает в пакет шлангов, на конце которого расположена горелка.
* Допустимо, но не желательно при длительном использовании.
**Переход в режим Stb происходит через 10 секунд после прекращения сварки.
*** Зависит от режима сварки и толщины электрода (в нормальных режимах сварки находится в пределах 18- 26 вольт).
****Зависит от установленного тока сварки и в некоторой степени от напряжения питающей сети.
Подготовка к работе.
Подключение к питающей сети.
Вставьте штепсель сетевого кабеля в розетку питающей сети, соответствующей техническим характеристикам аппарата, т.е. сеть должна быть однофазная с номинальным напряжением 220В частотой 50/60 Гц.
! Убедитесь, что сетевая розетка рассчитана на рабочие токи потребления, в противном случае это может привести к возгоранию и пожару.
Соедините с аппаратом сварочные кабели с соблюдением полярности для проводимого типа сварки.
Закрепите клемму заземления в непосредственной близости от места сварки, чтобы уменьшить сопротивление сварочного контура.
Включите сетевой выключатель, расположенный на задней панели, в положение “ON”. На индикаторе отобразится название аппарата и номер версии прошивки микропроцессора в течение 3-х секунд.

В дальнейшем на индикаторе отобразится напряжение в вольтах, установленный ток в амперах, температура, в градусах, и установленный режим, для MMA.
Или отобразится напряжение в вольтах, установленный ток в амперах, температура, в градусах, скорость подачи проволоки и установленный режим, для MIG/MAG.
После чего Mini Max готов к работе.
При включении аппарата всегда включается режим работы, установленный перед выключением аппарата, также сохраняются все настройки, сделанные в процессе работы.
Кнопками «MMA» и «MIG/MAG» выбрать необходимый режим работы.
Установить катушку с проволокой, заправить проволоку в механизм подачи проволоки и рукав путем нажатия на кнопку подачи проволоки, расположенную на горелке (при необходимости увеличить скорость подачи до 100% регулятором, расположенным слева внизу от индикатора, для ускорения процесса заправки).
Подключить шланг к штуцеру, расположенному сзади аппарата с углекислотой (или необходимой смесью/другим необходимым газом).
Настройка сварочных параметров .
Режим работыMIG/MAG(metalinertgas/activegas) - полуавтоматическая сварка проволокой в среде защитных газов.
Установить скорость подачи проволоки, необходимую для соответствующей толщины свариваемого металла регулятором скорости.
При изменении скорости подачи проволоки автоматически отслеживается и изменяется напряжение, установленное для сварки. При необходимости можно изменить напряжение, установленное для данной скорости подачи проволоки. Для этого необходимо кратковременно нажать на регулятор скорости подачи проволоки, при этом начнет моргать на индикаторе показания напряжения, установленные в данный момент, после чего вращением регулятора установить необходимое значение напряжения. Через 10 секунд индикатор напряжения перестанет моргать.
Для изменения задания тока сварки необходимо кратковременно два раза нажать регулятор подачи проволоки, после чего начнет моргать на индикаторе значение установки тока. Вращением регулятора можно установить соответствующее значение тока для данного режима сварки.
Для сохранения настроек необходимо Нажать и удерживать регулятор подачи проволоки в течение 5 секунд. после чего появится надпись«Настройки сохранены». и настройки будут сохранены.
Режим работы MMA (Manual Metal Arc) - ручная дуговая сварка штучным (покрытым) электродом.
Для достижения максимального качества при сварке штучными электродами, в аппаратах серии Mini Max предусмотрены следующие функции:
- Регулировка тока сварки в пределах 20- 200 Ампер. Осуществляется регулятором установки тока.
- Регулировка времени работы «Hot start» (горячий старт) в пределах от 0 до 2х секунд.

Функция доступна после кратковременного нажатия на регулятор установки тока, после чего начинает моргать значение установки времени режима «Hot start». Вращением регулятора можно изменить установку времени действия «Hot start». При установке значения менее 0,1 секунды, отображается значение OFF. что означает выключение режима «Hot start».
- Регулировка тока «Hot start» (горячий старт) в пределах 20- 200 Ампер доступна после двух кратковременных нажатий на регулятор установки тока. после чего начинает моргать значение установки тока режима «Hot start» и вращением регулятора можно изменить установку тока. Не рекомендуется устанавливать значение тока «Hot start» менее, чем значение рабочего тока сварки. Это может привести к затруднению поджога дуги, или к невозможности поджога дуги вообще, и последующее срабатывание системы Anti Stick.
- Режим «Arc force» (Форсирование дуги).
Принцип действия функции основан на дополнительном, кратковременном повышении тока в момент примыкания каплей расплавленного металла дугового промежутка (короткого замыкания). В отличие от традиционных выпрямителей, где ток короткого замыкания определяется неуправляемой формой внешней характеристики в инверторных источниках, значение указанного тока может быть задано оператором. Импульс тока помогает капле оторваться от стержня электрода, делая тем самым процесс переноса капель через дуговой промежуток управляемым и равномерным.
При оптимальном значении форсирования, шов получается плотным, с ровными чешуйками, а разбрызгивание практически отсутствует. Параметр функции регулируемый оператором, количество ампер нарастающих в миллисекунду (1…100 A/ms) и (или) значение тока форсирования дуги.Уменьшение форсирования снижает разбрызгивание, дуга становится более мягкой (SOFT) увеличение форсирования (дуга становится более жесткой HARD) уменьшает вероятность залипания электрода, увеличивает проплавление и давление дуги.
Хранение и обслуживание
Операции по обслуживанию аппарата должны производиться квалифицированными специалистами.
Данный источник тока является сложным электронным изделием, которое требует бережного обращения, периодического обслуживания и правильного хранения.
Если аппарат не используется длительное время, его необходимо хранить в сухом, проветриваемом помещении.
При заносе с холода в теплое помещение аппарат должен выстояться при температуре эксплуатации в течение 2-х часов для удаления возможного конденсата.
Один раз в год, а при работе на строительных площадках не реже одного раза в шесть месяцев, рекомендуется проводить чистку мягкой кистью вентиляторов и печатной платы.
При возникновении проблем, связанных с эксплуатацией данного оборудования, обратитесь в сервисный центр или к Продавцу.
В случае обнаружения неисправности Покупатель при предъявлении настоящего гарантийного талона имеет право на ремонт приобретенного у Продавца товара в течение срока гарантии, если недостатки товара не вызваны нарушением Покупателем правил использования, хранения или транспортировки товара, действиями третьих лиц или непреодолимой силы.
Товар не подлежит гарантийному ремонту в случаях:
- Утери гарантийного талона;
- При наличии исправлений в гарантийном талоне, нарушений или следов переклеивания гарантийных наклеек, несоответствие серийных номеров товара номерам, указанным в гарантийном талоне;
- Нарушения правил эксплуатации изделия, а именно:
А) превышение рекомендованной производителем нагрузки;
Б) наличия механических повреждений (внешних и внутренних);
В) неисправностей, вызванных попаданием внутрь посторонних предметов, насекомых, жидкостей;
Г) наличия химических, электрохимических, электростатических, экстремальных термических повреждений;
Д) наличия повреждений, вызванных несоответствием государственным стандартам питающих сетей;
Е) наличия повреждений, вызванных установкой компонентов, несоответствующих техническим требованиям производителя;
Не принимается к гарантийному обслуживанию оборудование, имеющее следы ремонта или вскрытия и не имеющее отметки о проведенном ремонте в гарантийном талоне.
Гарантия не распространяется:
- на ущерб, причиненный другому оборудованию, работающему в сопряжении с данным изделием;
- на кулеры, вентиляторы и другие устройства охлаждения, подверженные механическому износу, воздействию пыли и влаги; они могут быть заменены в течение 14 дней со дня покупки, при условии наличия заводского дефекта;
Отказ от других гарантий:
Продавец ни при каких условиях не несет ответственности за какой-либо ущерб (включая все, без исключения, случаи потери прибылей, прерывания деловой активности, потери деловой информации, либо других денежных потерь), связанных с использованием или невозможностью использования купленного оборудования.
- Все транспортные расходы относятся на счет покупателя и не подлежат возмещению.
- Срок гарантии увеличивается на время нахождения техники в ремонте.
- На период гарантийного ремонта эквивалентная исправная техника не предоставляется.
- Гарантия осуществляется только на территории сервисного центра.
Сроки и этапы выполнения гарантийного ремонта:
При обнаружении недостатков товара, товар принимается на техническую экспертизу и ремонт. Срок проведения экспертизы и выполнения ремонта - 20 рабочих дней. Срок может продлеваться в особых случаях (доставка необходимых комплектующих, дополнительное тестирование и т.п.).
Сварочный аппарат Mini Max
Похожие работы: Инструкцияпоэксплуатациисварочногоинвертора swИнструкция по эксплуатации
ИНВЕРТОРНАЯ СВАРОЧНАЯ ТЕХНИКА - SWARKAWSEM - ИНВЕРТОРНАЯ СВАРОЧНАЯ ТЕХНИКА - SWARKAWSEM - Россия Инструкцияпоэксплуатациисварочногоинвертора SW – 333 Сварочный ток - 5 – 320А.
более широкое распространение находят инверторные сварочные выпрямители (инверторы ), в которых перед усилением сначала. соблюдать правила обслуживания фильтров, изложенные в инструкциипоэксплуатации пылесоса. Полезные мелочи. Фирмы-производители.
Инструкцияпоэксплуатации и техническому обслуживанию. Сварочный Аппарат ИнверторИнструкция по эксплуатации
RU Инструкцияпоэксплуатации и техническому обслуживанию. Сварочный Аппарат Инвертор. Модель: СА-97И1К CA-97И17. этим неудобства. Внимательно изучите данную инструкциюпоэксплуатации и техническому обслуживанию. Храните её в защищенном.
быть принято к эксплуатации. В сварочном производстве изделием является правильно. (рис. 1.1, е). Инвертор UZ преобразует постоянное напряжение выпрямительного. проводят в соответствии с инструкциейпоэксплуатации оборудования для электрической сварки.
режиму работы и безопасному обслуживанию сосудов и инструкцийпоэксплуатации котлов; проведения своевременного. России. К сварочным работам, включая прихватки и наплавки, допускаются только. инвертора более 450 В амплитудного значения, от.
Для сварки используется специальное оборудование, обеспечивающее расплавление ограниченного участка соединения. Для сварочных работ могут использоваться приспособления различного типа, но наиболее популярным для домашних работ является инвертор. Он обеспечивает хорошее качество сварного шва, работа с ним предельно простая. Чтобы работа была выполнена быстро и качественно, должна соблюдаться специальная инструкция по эксплуатации, позволяющая регламентировать сварку, обеспечив необходимые условия работы.

При использовании сварочного инвертора необходимо использовать электроды с покрытием ММА.
Условия использованияСхема сварочного инвертора довольно простая, она повторно-прерывистая, при краткосрочном воздействии достигается максимальный результат. Конструкция оборудования обеспечивает необходимый уровень безопасности, устройство отлично работает при подключении к обычной электрической сети, но применять надо только вилки «евростандарт», имеющие заземление.

Схема устройства сварочного инвертора.
Длительность нагрузки при работе равна 5 минутам, но чаще всего используется так называемый 3-минутный цикл, равный 60% нагрузки на оборудование. Такой режим лучше всего не нарушать, так как может нагреться корпус, а это приведет к выходу из строя всего оборудования.
Перед тем как начинать сварочные работы, необходимо приготовить не только оборудование, но и средства защиты. Для сварщика понадобятся:
Проводить работы следует на поверхности, выполненной из невозгорающихся материалов, например, на металлической столешнице.
Установка инвертора и инструкция по эксплуатацииСварка инвертором требует тщательной подготовки, так как работа эта потенциально опасная. Перед тем как начать работу, пользователь сварочного оборудования (оператор) должен подготовить рабочее место:
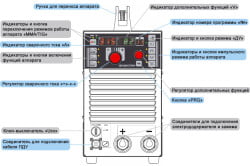
Схема панели сварочного инвертора.
Далее требуется выполнить подключение сварочного инвертора к питающей электрической сети, используя розетку «евростандарт». При использовании сварочного инвертора лучше всего применять специальные электроды с покрытием ММА. Выбираются электроды в полной зависимости от того, какой металл будет свариваться. К примеру, зависимость силы тока, диаметра электрода и толщины обрабатываемого металла следующая:
Перед тем как будет использоваться сварочный аппарат, надо убедиться, что электроды сухие. Далее следует включить режим TIG – это сварка в защитной газовой среде с применением неплавящегося электрода. В качестве защитной среды лучше всего использовать аргон, но здесь все зависит от типа металлических деталей. Провод горелки подключается к минусовой клемме, после чего выполняется подсоединение к редуктору (он находится на баллоне). Включается выпрямитель инвертора, начинается подача газа. Вентиль на горелке можно аккуратно включить, после чего электродом чиркнуть по металлу, чтобы зажечь дугу.
Сварка с применением постоянного тока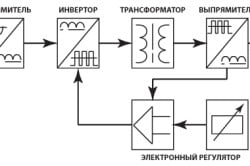
Схема работы сварочного инвертора.
Используя оборудование для сварки при постоянном токе, необходимо проследить, чтобы механические свойства были хорошими. Проводится сварка только при обратной полярности, держатель требуется подключить к положительной клемме.
Электроды следует прокалить, чтобы обеспечить отличное качества шва. Электрод над свариваемой деталью надо удерживать на одинаковом расстоянии, чтобы дуга не скакала. Обычно такое расстояние равно диаметру выбранного электрода.
Если применяется электрод на 2 мм, то и высоту его над сварной ванной следует контролировать на уровне 2 мм
При эксплуатации сварочного инвертора необходимо электрод вести кругообразными или зигзагообразными движениями, чтобы обеспечить равномерное расплавление материала. Важно, чтобы угол наклона был правильным. Например, если наконечник сильно наклонять к детали, то сварная ванна будет металл выгонять вперед, в итоге шов получится бугристым. Аналогичная ситуация возникает в том случае, когда электрод слишком приближен к металлу. Деталь буквально прожигается, шов получается слишком широким и непрочным. Сварочный аппарат нельзя держать высоко, так как расплавление будет плохим, шов – некачественным, по бокам металл не прогревается.
Инструкция по эксплуатации сварочного инвертора довольно простая. Она требует выбора правильного электрода и силы тока для работы, соблюдения всех правил безопасности и включения. Важно правильно вести наконечник, чтобы шов получился ровным, качественным, а само соединение прочным. После выполнения работы окалина сбивается молотком.
Инвертор, шт.
Сварочный кабель с электрододержателем, шт.
Сварочный кабель с клеммой заземления, шт.
Инструкция по эксплуатации, экз.
2. Режимы эксплуатации
Использование сварочного аппарата инвертора является повторно - прерывистым, когда используется наиболее продуктивный отрезок времени рабочего периода для сварки и период покоя для распределения сварных материалов и частей, подготовительных операций и т.д.
Сварочные инверторы GIANT сконструированы безопасно по отношению к нагрузке при номинальной силе тока в рабвочем цикле 60% от общего времени их рабочего использования. Инструкции приводят длительность нагрузки в 5 минутном цикле. За 60%-ый рабочий цикл нагрузки принимаются 3 минуты из полных пяти минутного временного интервала. Если разрешенный рабочий цикл был превышен, то вследствие небезопасного перегревания данный цикл будет прерван специальным термодатчиком, с целью защиты различных элементов сварочного инвертора.
Это действие сопровождено зажиганием сигнального индикатора на передней панели управления сварочника. Через несколько минут, когда закончится охлаждение инвертора и выключится индикатор, инвертор будет готов к дальнейшему использованию. Инверторы сконструированы в соответствии со степенью защиты IP 21.
3. Правила безопасности
Сварочные инверторы должны эксплуатироваться только для сварки, а не в иных целях. Их обслуживание разрешено и допускается только специально обученным и опытным лицам. Сварщик должен соблюдать нормы, а также все инструкции по технике безопасности, чтобы была обеспечена его собственная безопасность, а также безопасность третьей стороны.
Профилактика поражения электрическим током и защита от излучения
и ожогов.
• Все подключения должны полностью отвечать действующим инструкциям и нормам а также инструкциям по предотвращению травм.
• Убедитесь в том, что инвертор надежно заземлен. • Не сваривайте при высокой влажности, во влажной среде либр при дожде.
• Не проводите сварочные работы с изношенными либо поврежденными сварочными кабелями. Всегда контролируйте и проверяйте сварочную горелку, питающие и сварочные кабели, а также убедитесь, что их изоляция не имеет повреждений.
• Не сваривайте со сварочной горелкой и с питающими и сварочными кабелями, которые имеют недостаточную площадь поперечное сечение.
• Если кабели или горелка перегрелись, закончите сварку, чтобы не допустить повышенного изнашивания изоляции.
• Никогда не притрагивайтесь к частям электрического контура под напряжением. После использования осторожно отсоедините сварочную горелку от инвертора и не допускайте контакта с заземленными частями. • Не смотрите непосредственно на сварочную дугу без надлежащего защитного щитка или маски сварщика (с защитным темным стеклом, с соответствующей степенью защиты).
• Никогда не пользуйтесь разбитыми или дефектными защитными щиткпми или маской сварщика.
• Располагайте прозрачное стекло перед защитным темным стеклом для его предохранения. • Не проводите сварку прежде, чем убедитесь, что все лица поблизости защищены надлежащим образом. • Не проводите любые ремонтные работы, либо техническое обслуживание инвертора, если он подключен к электросети.
• Сварочные инверторы GIANT должны обслуживаться и эксплуатироваться только специальным квалифицированным персоналом.
Продукты горения и газы при сварке. Предотвращение пожара и взрыва.
• Обеспечьте чистоту рабочей поверхности и вытяжку всех, образуемых во время сварки,газов особенно в замкнутом пространстве.
• Разместите сварочный инвертор в хорошо проветриваемом помещении.
• Не сваривайте материалы, которые содержат горючие вещества или материалы, которые при нагревании выделяют высоко токсичные или горючие пары, удалите весь лак, жиры и примеси, которые покрывают материал, предназначенные для сварки, чтобы преупредить выделение токсичных газов. • Не производите сварку в местах, где присуствует подозрение на утечку природного либо других взрывоопасных газов, не сваривайте в непосредственной близости от горючих материалов или жидкостей, либо в помещении со взрывчатыми газами, а также рядом с двигателями внутреннего сгорания.
• Не приносите сварочное оборудование к ваннам, предназначенным для удаления жиров и где применяются горючие вещества, и не работайте в парах трихлорэтилена или иного растворителя, потому как сварочная дуга и производимое ультрафиолетовое излучение реагируют с этими парами и образуют высоко токсичные испарения.
• Не носите одежду из тканей, которые пропитаны маслом и жиром, потому что искры могут вызвать возгорание или пожар.
Опасности связанные с электромагнитным полем.
• Электромагнитное поле, которое образуется при сварке, может быть опасным для людей с кардиостимуляторами, с приборами для глухих и схожими аппаратами. Перед приближением к подключенному инвертору эти люди должны консультироваться с врачом.
• Не приближайте к сварочному инвертору наручные часы, а также носители магнитной информации, и т.д. во время его работы. Воздействия магнитного поля может привести к повреждению этих и подобных приборов.
• Сварочные инверторы полностью отвечают установленным требованиям согласно инструкции о электромагнитной совместимости. Предусматривается их широкое применение во всех промышленных областях, но не предназначены для бытового использования! В случае их использования в иных помещениях, отличных от промышленных, необходимо соблюдать специальные меры предосторожности. Если произойдут электромагнитные помехи и перебои обязанностью пользователя является отключение инвертора от питающей сети.
Сырьё и отходы.
• Инверторы GIANT изготовлены из материалов, которые не содержат ядовитые или токсические для пользователя вещества.
• Во время утилизации инвертор должен быть разобран на составные части, а его отдельные компоненты должны быть полностью разделены в зависимости от типа материала, из которого они были изготовлены.
Манипуляции и складирование сжатых газов.
• Всегда избегайте любых контактов между кабелями, проводящими сварочный ток и баллонами со сжатым газом и их местом складирования. • Всегда закручивайте вентили на баллонах со сжатым газом, если их в этот момент не используете.
• Вентили на баллоне инертного газа должны быть полностью открыты в момент его использования.
• Должна быть особая осторожность при обращениях с баллонами сжатого газа, чтобы воспрепятствовать повреждениям или травмам.
• Не пытайтесь сами наполнять сжатым газом балоны.
• Для работы всегда используйте соответствующие регуляторы и редукторы для снижения давления.
3. Монтаж
Место монтажа для инверторов GIANT должно быть тщательно подготовлено, чтобы была обеспечена безопасная, отвечающая требованиям эксплуатация. Пользователь полностью отвечает за монтаж и использование инвертора в соответствии с предписаниями производителя, приведенными в этой инструкции. Производитель не отвечает за причиненные ущербы, возникшие в результате не правильного использования и обслуживания. Инверторы GIANT необходимо беречь от высокой влажности и дождя, механического повреждения, сквозного ветра и возможной вентиляции соседннй техники и приборов, чрезмерного перенапряжения и грубой манипуляции. Перед монтажом сварочного инвертора работник должен предусмотреть возможные электромагнитные проблемы на рабочем месте, главное, советуем Вам избегать монтажа инвертора поблизости от:
? сигнальных, контрольных и телефонных проводов и кабелей ? радио и телевизионных переносчиков и передатчиков
? компьютеров, контрольного и измерительного оборудования
? предохранительного и защитного оборудования
? при монтаже оборудования рабочее пространство должно отвечать степени защиты IP 21
? инверторы GIANT охлаждаются посредством принудительной циркуляции воздуха и поэтому должны быть размещены на таком месте, где воздух может легко циркулировать.
4. Подключение к питающей сети
ВНИМАНИЕ. Подключение сварочного инвертора к сети должен производить только квалифицированный электрик.
Перед подключением сварочного инвертора к питающей сети обязательно убедитесь, что величина и частота напряжения в сети соответствуют напряжению на заводской табличке инвертора и, что главный выключатель сварочного инвертора находится в позиции «OFF» (Выкл.).
Электрическая штепсельная розетка обязательно должна быть защищена специальными предохранителями или автоматическим выключателем. Заземляющий контур сварочного инвертора должен быть связан с заземляющими распредсетями (ЖЕЛТО-ЗЕЛЕНЫЙ кабель).
Для подключения сварочного инвертора к питающей сети используйте штепселя, розетки, удлинители и сетевой кабель, с запасом (на 20% больше) соответствующей указанной максимальной потребляемой мощности.
Используйте розетку и вилку-штепсель с заземляющим выводом - «евростандарт»
( фаза + ноль и «земля»(для заземляющего контура) ).
Розетка, предназначенная для подключения инвертора, должна быть надлежащим образом заземлена (в полном соответствии со всеми, действующими на данный момент, электротехническими нормами и правилами).
Для защиты питающей сети устанавливайте автоматические выключатели на ток срабатывания в зависимости от типа аппарата.
5. Подключение сварочных кабелей
К сварочному инвертору, отключенному от сети, подключите высоковольтные сварочные кабели (положительный и отрицательный), электрододержатель, а также заземляющий кабель с правильной полярностью для соответствующего типа электрода. Подберите полярность заданную производителем электродов (часто указывается на упаковке сварочных электродов). Сварочные кабели должны быть как можно короче, близко один к другому и расположены на уровне пола или вблизи от него.
Сварочная часть.
Материал, который будет подвергаться сварке, должен быть всегда соединен с землей, чтобы уменьшить электромагнитное излучение. Значительное внимание должно уделяться тому, чтобы заземление свариваемого материала не повышало угрозу травм или повреждений иного электрического оборудования.
6. Установка сварочных параметров
Сварка в режиме MMA (сварка электродом с покрытием).
В Таблице 2 приведены общие данные для выбора сварочного электрода в зависимости от его диаметра и толщины основного материала. Параметры необходимого тока указаны в таблице с соответствуюещими сварочными электродами для сварки обычной стали либо низколегированных сплавов. Эти данные не имеют абсолютной величины и являются исключительно справочными.
Для точного выбора используйте инструкции, предлагаемыми производителем электродов. Примененный ток зависит от пространственного положения сварки, а также типа соединения, и увеличивается в зависимости от толщины и размеров свариваемой части.
Таблица 2
Толщина свариваемого
материала, мм
Диаметр электрода, мм
Сила сварочного тока, А
ВНИМАНИЕ! Электроды должны быть сухими, без нарушения покрытия, соответствовать роду и полярности тока и марке свариваемых материалов.
Сварка в режиме ТIG (сварка неплавящимся электродом в среде защитного газа).
Для сварки в режиме ТIG применяется горелка с вентильной подачей защитного газа (аргона).
Подключите токоведущий провод аргоновой TIG горелки к клемме «-», а газовый шланг к редуктору на баллоне.
Включите выпрямитель.
Откройте подачу газа на баллоне. Отрегулируйте необходимый расход газа вентилем на газовом регуляторе или редукторе.
Откройте вентиль на горелке.
Коснитесь электродом изделия и зажгите дугу.
7. Перед началом сварки
ВАЖНО: перед включением сварочного инвертора проконтролируйте еще раз:
• соответствует ли напряжение и частота электрического тока в сети параметрам на заводской табличке инвертора.
• заземлите сварочный инвертор.
• защитите себя от вредных излучений. • настройте сварочный ток с использованием ручки регулировки сварочного тока.
• с помощью главного выключателя включите сварочный инвертор.
8. Указания по практическому применению
Электроды с основным покрытием для сварки на постоянном токе.
Электроды с основным покрытием для сварки постоянным током используются преимущественно тогда, когда сварное соединение должно иметь хорошие механические свойства. Сварку проводят постоянным током на обратной полярности (держатель электродов должен быть подключен к плюсовой клемме "+"). Для получения высоко качественного шва электроды требуют обязательной прокалки. При обрыва дуги всегда остается козырек обмазки, который длиннее, чем металлический стержень электрода миллиметра на 2. 3. При повторном зажигании дуги с интервалом более чем 2-5сек. нужно не сильным ударом отбить козырек и остатки шлака с торца сварочного электрода. Данное покрытие особенно часто применяется при сварке труб, потому как оно придает сварочной ванне увеличенную вязкость и обеспечивает большую глубину проварки шва. При выборе рабочих токов сварки и полярности сверяйтесь с таблицами, указанными на упаковке сварочных электродов.
9. Техническое обслуживание. Внимание.
После работы либо нахождения инвертора в условиях низких температур ниже (+5 С), не включайте инвертор в течении 2-х часов после перемещения его в теплое помещение, во избежание образования конденсата.
Предупреждение: Перед тем, как начнете проводить какой-либо контроль внутри инвертора GIANT отключите его от электрической сети!
Регулярно удаляйте накопившуюся грязь и пыль с внутренней части инвертора при помощи сжатого воздуха. Не направляйте воздушную струю прямо на электрические компоненты, чтобы избежать их повреждения. Регулярно проводите осмотры, чтобы обнаружить отдельные изношенные кабели или свободные соединения, которые являются причиной перегреваний и возможного повреждения инвертора.
Необходимо проводить полный периодический ревизионный осмотр сварочного инвертора не реже одного раза в год.
Запрещается какое-либо внесение изменений в электронную схему инвертора и использование неоригинальных запасных частей.
10. Предупреждение о возможных проблемах и их устранение
Шнур питания, удлинительный кабель и сварочные кабели, а так же места их соединения считаются наиболее частыми причинами проблем. В случае появления проблем поступайте следующим образом:
• Проконтролируйте величину напряжения в сети.
• Проконтролируйте, что бы шнур питания был безупречно подключен к штепселю и главному выключателю.
• Проконтролируйте, что бы предохранители или автоматический выключатель были в исправности.
• Если используете удлинительный кабель, то проконтролируйте его длину, сечение и подсоединение.
• Проконтролируйте, что бы следующие части инвертора были исправными:
? главный сетевой выключатель
? сетевая вилка
? подсоединение сварочных кабелей.
11. Гарантия изготовителя
Гарантийный срок эксплуатации инвертора со дня продажи посредством торговой сети - 12 (двенадцать) календарных месяцев, при соблюдении потребителем правил хранения, эксплуатации и условий по тех обслуживанию, указанных в эксплуатационной документации.
Если в течение действия гарантийного периода в изделии появился какой-либо дефект по причине заводского брака, некачественного изготовления или применения низкокачественных конструкционных материалов, гарантируется исполнение бесплатного гарантийного ремонта дефектного прибора.
Замена неисправных элементов, вышедших из строя в период действия гарантийного срока, осуществляется в полном соответствии с действующими правилами обмена промышленных товаров, приобретенных в розничной сети. В ремонт не принимаются, а также не обмениваются отдельные конструкционные детали и сборочные единицы инвертора, а также инвертора не очищенные от загрязнений.
Гарантия не распространяется на питающие и сварочные кабеля, электрододержатели, зажимы «масса», контактные вставки и байонетные разъемы.
Данный аппарат не подлежит бесплатному гарантийному ремонту в случаях:
При отсутствии гарантийного талона и инструкции по эксплуатации или наличия исправлений в них (утерянный гарантийный талон не подлежит восстановлению).
При отсутствии подписи покупателя в гарантийном талоне (гарантийный талон является неотъемлемой частью данной инструкции).
Если предъявленный инвертор разукомплектован.
Если номер предъявленного инвертора не совпадает с номером, который указан в гарантийном талоне.
При повреждениях инвертора, возникших в результате природных катаклизмов, грубой или небрежной транспортировки, в процессе установки и монтажа, небрежном обращении, химическом или механическом воздействии.
При ухудшении технических характеристик инвертора, являющихся вследствии его естественного износа, интенсивного использования, эксплуатирования не по назначению, несвоевременного или некачественного тех обслуживания независимо от количества отработавших часов и срока службы изделия.