





 Рейтинг: 4.1/5.0 (1921 проголосовавших)
Рейтинг: 4.1/5.0 (1921 проголосовавших)Категория: Бланки/Образцы
4. Система управления качеством на основе принципов ХАССП [Электронный ресурс].- Режим доступа: http://www.starhold.ru/content/view/522/
5. Система ХАССП в России [Электронный ресурс].- Режим доступа: http://www.menuirk.ru/places.php?action=news&news_id=8472&id=6269
6. Что такое система менеджмента качества ХАССП [Электронный ресурс].- Режим доступа: http://kripsspb.ru/articles/haccp.php
7. Хлебозавод «ЗАО «Дедовский хлеб» [Электронный ресурс].- Режим доступа: http://www.dedhleb.ru/index.html
8. Политика менеджмента качества и безопасности продукции [Электронный ресурс].- Режим доступа: http://www.ecran.ru/index.php?ortupg=56
9. Политика в области качества [Электронный ресурс].- Режим доступа: http://ub-group.ru/manufacture/policy/
10. Политика в области качества и безопасности продукции [Электронный ресурс]. - Режим доступа: http://www.minskhleb.by/enterprise/minskhlebprom/
11. Мониторинг ХАССП - область применения и основные принципы [Электронный ресурс].- Режим доступа: http://www.iksystems.ru/articles.php?id=296
12. ГОСТ Р 51705.1-2001Системы качества. Управление качеством пищевых продуктов на основе принципов ХАССП. Общие требования [Текст]. -- Введ. 2001--07--01. -- Госстандарт России.
13. Качество хлебобулочных изделий [Электронный ресурс].- Режим доступа: http://oleg896534.narod.ru/xleb1states.files/xleb4.htm
14. Ершов П.С. Сборник рецептур на хлеб и хлебобулочные изделия. - СПб. «Профи-Информ», 2004. - 192с.
15. ГОСТ 26987-86 Хлеб белый из пшеничной муки высшего, первого и второго сортов. Технические условия [Текст]. -- Введ. 1986--12--01. -- Госуд. комитет СССР по стандартам.
16. ГОСТ 26574-85. Мука пшеничная хлебопекарная. Технические условия. [Текст]. -- Введ. 1986--07--01. -- Госуд. комитет СССР по стандартам.
17. ГОСТ Р 51574-2000 Соль поваренная пищевая. Техническая условия [Текст]. -- Введ. 2001--07--01. -- Госстандарт России
18. ГОСТ 171-81 Дрожжи хлебопекарные прессованные. Технические условия. [Текст]. -- Введ. 1982--07--01. -- Госуд. комитет СССР по стандартам.
19. СанПиН 2.1.4.1074-01 Питьевая вода. гигиенические требования к качеству воды централизованных систем питьевого водоснабжения. Контроль качества.
20. СанПиН 2.3.2.1078-01 Гигиенические требования безопасности и пищевой ценности пищевых продуктов. [Текст]. -- Введ. 2002--09--01.
21. Экспертиза хлеба и хлебобулочных изделий. Качество и безопасность [Текст]: Учеб.-справ. пособие/ А.С. Романов, Н.И. Давыденко, Л.Н. Шатнюк, И.В. Матвеева, В.М. Позняковский; под общ. ред. В.М. Позняковского. - 2-е изд. испр. - Новосибирск: Сиб. унив. изд-во, 2007. - 278с. ил.
22. Технология хлеба./ Л.И. Пучкова, Р.Д. Поландова, И.В. Матвеева - СПб. ГИОРД, 2005 - 559с. ил.
23. ХАССП: Опасные факторы - биологические, химические и физические [Электронный ресурс].- Режим доступа: http://www.klubok.net/article1086.html
24. Определение критических контрольных точек [Электронный ресурс].- Режим доступа: http://food-standard.ru/?p=265
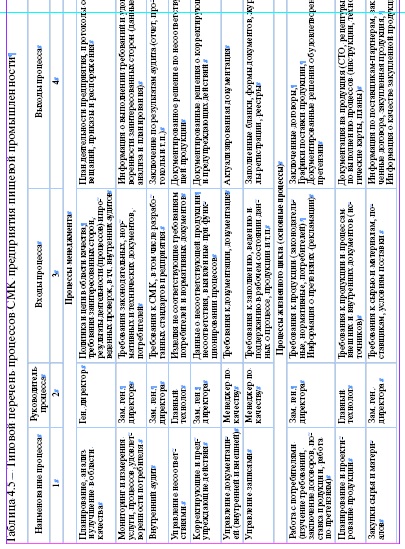
Таблица А.1 - План работы рабочей группы ХАССП
Ответственен за создание, внедрение и развитие системы ХАССП предприятия. Формирует состав рабочей группы. Разрабатывает план работы рабочей группы. Распределяет работы и обязанности внутри рабочей группы. Обеспечивает выполнение плана работы рабочей группы.
Руководитель рабочей группы
Несет ответственность за управление производством. Руководителем группы системы ХАССП. Несет ответственность за функционирование системы ХАССП. Формирует состав рабочей группы и план работы и обеспечивает его выполнение. Распределяет работу и обязанности. Представляет группу в руководстве предприятия. Подготовка исходной информации для разработки системы ХАССП. Разрабатывает программу внутренней проверки системы. Организация и проведение анализа эффективности системы. Несет ответственность за информирование членов группы о текущих изданиях, изменениях, учет и обработку жалоб потребителей. Разработка блок-схем производственного процесса, планы производственных помещений, определение опасных факторов, предупреждающих действий, критических пределов, корректирующих мероприятий и системы мониторинга. Несет ответственность за организацию контроля безопасности и качества, обучение персонала системы. Обеспечивает ежедневный выпуск качественной продукции, соблюдение санитарно-гигиенических режимов в цехе, ведение записей критических контрольных точек. Осуществляет контроль производства продукции в соответствии со схемами контроля, проводит анализ безопасности и качества выпускаемой продукции и принимает меры корректирующего воздействия при отклонении установленных параметров контроля. Входной контроль сырья, тары и вспомогательных материалов.
Организация заседания группы, регистрация членов группы на заседаниях. Ведение протоколов решений, принятых рабочей группой.


*ОВВ — относительная влажность воздуха.
Для каждой контрольной точки должны быть установлены критические пределы, которые будут контролироваться при проведении мониторинга. Эти критические пределы должны быть измеряемы. Если критические пределы основаны на субъективной оценке (например, с помощью органолептических методов), то для их применения должны быть разработаны инструкции или научно-техническая документация и (или) привлекаться персонал, обладающий необходимой профессиональной компетенцией.
Кроме того, для каждой контрольной точки должна быть разработана система мониторинга, позволяющая подтвердить наличие контроля в критической точке.
Рассмотрим критические пределы в контрольных точках, приведенных в табл. 9.3, и системы мониторинга для них
1. Подготовка склада к закладке товаров на хранение. Критические пределы устанавливаются в соответствующих инструкциях по хранению товаров конкретных групп или СанПиН. Такие критические пределы определяются продолжительностью обработки и концентрацией дезинфицирующих или дезинсекционных веществ. Мониторинг осуществляется специальной комиссией, создаваемой по решению руководства торговой организации, которая оформляет результаты мониторинга специальным актом.
2. Приемка товаров по количеству и качеству. Критический предел для многих товаров устанавливается с помощью приемочного и браковочного чисел. Однако такие числа регламентированы не для всех товаров. Для них это может быть 100% стандартных товаров или определенное соотношение разных градаций качества, установленное в договоре.
Приемку товаров по количеству производит материально-ответственное лицо склада или приемщик в крупных торговых сетях, а приемку по качеству — товаровед, приемщик или категорийный менеджер.
Мониторинг приемки осуществляется указанными субъектами с помощью сплошного контроля количества принимаемых товаров и выборочного контроля при приемке по качеству.
В указанной контрольной критической точке могут возникнуть следующие риски:
• расхождение фактического количества и качества товаров с указанным в документах;
• неправильный отбор проб и выборок, их непредстави- тельность;
• неверное оформление товарно-сопроводительных документов;
• приемка фальсифицированных или контрафактных товаров.
Последствия указанных рисков:
• возникновение количественных потерь, существенно превышающих установленные нормы естественной убыли, списание их за счет чистой прибыли или материально-ответственного лица;
• недостоверность результатов приемки товаров по качеству, увеличение доли низших градаций качества товаров, возникновение актируемых потерь, списываемых на чистую прибыль;
• признание недействительной приемки товаров по количеству и качеству в случае возникновения спора между поставщиком и получателем, что может привести к материальным потерям торговой организации;
• возможность наложения штрафов и запрет на реализацию фальсифицированных товаров или конфискация контрафактных товаров, а также утрата потребительских предпочтений.
3. Текущий контроль режима хранения товаров. Критический предел определяется заданными параметрами температурно-влажностного режима. Превышение или понижение этих параметров может привести к следующим рискам:
• усилению процессов испарения воды и микробиологической порчи при повышении температуры и (или) понижении ОВВ;
• возникновению перепадов температуры и ОВВ, что приведет к выпадению конденсата на товарах и интенсифицирует процессы их микробиологической порчи.
Последствием указанных рисков является увеличение товарных и материальных потерь, а также снижение выхода стандартной продукции — важнейших показателей сохраняемости товаров и эффективности хранения.
4. Текущий контроль качества хранящихся товаров и сроков их сохраняемости. Критическим пределом для этой контрольной точки служит появление первых признаков ухудшения качества товаров или приближение окончания сроков годности. Для многих продовольственных и непродовольственных товаров длительного хранения существуют критерии окончания сроков сохраняемости. Однако в нормативных документах (стандартах, СанПиН и инструкциях) такие критерии не регламентированы. Целесообразно документировать такие критерии в стандартах организаций или сводах правил.
На практике текущий контроль качества товаров осуществляющие его товароведы или материально ответственные лица проводят путем визуального осмотра тары, а при необходимости — вскрытия упаковок в отобранной выборке. При принятии решения об окончании срока хранения ориентируются на сроки хранения или годности.
При проведении текущего контроля возникают следующие риски :
• невозможность визуального осмотра всего хранящегося товара, вследствие чего в центре и других малодоступных частях штабеля могут возникнуть зоны загнивания или другой порчи товара;
• отсутствие свободного доступа к товарам при неправильной укладке товаров в штабели, что затрудняет проведение контроля;
• несоответствие установленных производителем сроков годности или хранения фактической сохраняемости товаров;
• несоблюдение регламентированных сроков сохраняемости из-за невозможности реализовать товар в установленные сроки.
Последствия указанных рисков: увеличение качественных актируемых потерь, снижение эффективности хранения за счет уменьшения прибыли, увеличение затрат торговой организации на утилизацию или уничтожение некачественных отваров. В случае реализации товаров пониженного
качества или с просроченными сроками годности снижается конкурентоспособность организации, утрачиваются потребительские предпочтения.
5. Отпуск товаров получателю или конечному потребителю.Критический предел должен быть не ниже установленного нормативными или техническими документами. Согласно Гражданскому кодексу и Закону РФ "О защите прав потребителей" товары, отпускаемые потребителям, должны соответствовать требованиям стандартов и иных нормативных документов.
Количество отпускаемых товаров определяется техническими документами: накладными, счетами-фактурами, товарными чеками и т.п.
При отпуске товаров могут возникнуть следующие риски :
• недостоверные результаты измерения (недовес или перевес), обусловленные применением неповеренных или некалиброванных рабочих средств измерения;
• отпуск товаров пониженного качества с явными или скрытыми дефектами, а также просроченными сроками хранения;
• неправильное оформление товарно-сопроводительных или эксплуатационных документов.
Последствия указанных рисков:
• утраченная выгода торгового предприятия при перевесе отпускаемых товаров или утраченное доверие потребителей при недовесе и (или) отпуске некачественных товаров с просроченными сроками годности или хранения;
• вероятность вынесения штрафных санкций при проведении планового или внепланового государственного контроля;
• затруднения учета товародвижения при неверном оформлении товарно-сопроводительных документов.
а) Наличие основополагающих документов, подтверждающих разработку процедур, основанных на принципах ХАССП
(наличие разработанной Системы менеджмента)
ТР ТС 021/2011 ч. 2 ст. 10.
б) оценка безопасности выпускаемой продукции
«выбор необходимых для обеспечения безопасности пищевой продукции
Согласно ГОСТ 51705.1-2001, перечень документов должен содержаться следующий, для возможности внедрения и поддержания принципов ХАССП:
Перечень документов по стандарту ИСО 22000 (ISO 22000) содержит все те, что и по ГОСТу 51705.1, только с добавлением:
Перечень документов согласно ТР ТС 021/2011:
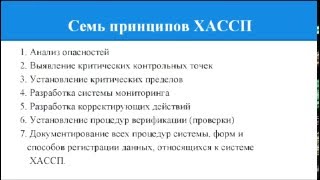
Система ХАССП разрабатывается с учетом 7 принципов:
Для разработки плана ХАССП, потребуется следующая информация:
Как вы все знаете, стандарт безопасности пищевого производства ХАССП является обязательным для внедрения на всех профильных предприятиях Российской Федерации.
Сам сертификат стандарта ГОСТ ИСО 22000 у вас может при этом отсутствовать – его оформление является делом сугубо добровольным. Да, конечно, он существенно облегчает поиск новых заказов от крупных клиентов – но речь сегодня не о нем.
Вы можете не оформлять ХАССП, но заполнять рабочие листы плана ХАССП вам придется. Что это за листы такие?
Зачем нужно заполнение рабочих листов ХАССП?Сам по себе стандарт ХАССП не дает вам инструкции по тому, как сделать вашу продукцию безвредной для потребителя – но снабжает вас принципами, по которым вы сами разработаете для себя такую инструкцию.
И эта инструкция действительно будет эффективной – если подойти к вопросу серьезно.
Создавать план ХАССП под собственное производство каждая компания должна сама. Ведь это производство уникально – хоть в чем-то. Теоретически можно подглядеть схемы заполнения чужих рабочих листов – но это может привести к очень нехорошим последствиям для ваших покупателей и вас самих.
Чтобы избавить вас от опасного соблазна оставить помещенные здесь примеры рабочих листов в неизменном виде, во всех примерах будет показан чисто воображаемый технологический процесс – засолка и копчение котиков для деликатесной шавермы .
Отметим сразу – мы не призываем к жестокому обращению с животными. Мы категорически против жестокого обращения с животными. Особенно с котиками. Мы любим котиков – и расписываем процесс на их примере только потому, что уверены, что вы не будете коптить котиков.
План ХАССП на наглядных примерах Блок-схема производстваПервый этап составления плана ХАССП – создание блок-схемы производства вашей пищевой продукции. Блок-схема должна быть достаточно подробной.
Получение котиков от поставщика в ощипанном, разделанном и замороженном виде
Зачем нам нужна эта схема? Чтобы последовательно продумать все возможные угрозы качеству продукта, которые могут появиться на каждом этапе производства.
Рабочий лист анализа опасных факторовСледующий этап заполнения рабочих листов ХАССП – один из самых ответственных. Отталкиваясь от составленного вами порядка производственных процессов, вы должны вообразить все мыслимые и немыслимые опасности, которые могут поджидать ваш продукт на разных этапах.
Потом – отсечь немыслимые, те, которые невозможны при мало-мальски нормальном протекании производственного процесса.
Останутся те опасности, которые вполне реальны. Возле каждой из них появится «критическая точка контроля» (КТК) – одно из основополагающих понятий в доктрине ХАССП. Против каждой из них вы предложите меры, устраняющие или снижающие до приемлемого уровня риска.
Выглядит сложно? Сейчас будет пример заполнения листа анализа опасных факторов, который расставит все по своим местам.
1. Наименование операции
2. Опасный фактор
3. Достаточна ли вероятность возникновения?
Вот мы и дошли до первых критических контрольных точек на рабочем листе анализа опасных факторов ХАССП. Смысла расширять этот лист дальше нет – суть вы уже поняли. Переходим к следующему этапу.
План ХАССП по работе с критическими контрольными точкамиПо большому счету, именно этот лист является ключевым в следовании стандарту ХАССП. Как блок-схема производства требуется для максимально полного и точного заполнения листа анализа опасных факторов, так и сам лист анализа опасных факторов подводит нас к созданию плана ХАССП.
Этот документ должен содержать:
Суть вы поняли. Однако содержимое девятой колонки – «записей» – определенно намекает нам с вами, что рабочий план ХАССП – не последняя таблица, которую нам сегодня предстоит разобрать.
Вот такие листы заполняются на каждой КТК, складываясь в итоге во всеобъемлющий журнал производства, который гарантирует, что все запланированные работы по минимизации рисков пищевой продукции выполнены.
Часто ли меняются правила заполнения рабочих листов ХАССП?Сам стандарт HACCP меняется довольно медленно – с чувством, с толком, с расстановкой. Но вот что касается локальной версии ГОСТ ИСО 22000…
Думаю, что все помнят недавнюю историю с отменой зимнего времени. «Сначала отменим, потом вернем, а потом снова отменим – пусть помнят, где живут». Правила «семь раз отмерь – один раз отрежь» и «работает – не трогай» в России не исполняются. Так что детали заполнения рабочих листов ХАССП меняются и будут меняться.
Но, к счастью, скорее всего это будут именно детали. А основные принципы заполнения рабочих листов ХАССП вы уже поняли.
Почти все компании, которые уделяют большое внимание безопасности и здоровью своих сотрудников – а заодно заботятся о своем реноме в глазах заказчиков – уже знают о приближении нового стандарта производственной гигиены и охраны труда ISO 45001:2016. Какие есть новости по поводу этого стандарта? Когда можно будет скачать для ознакомления его финальную версию? И что придется […]
Кто-то оформляет ISO просто для престижа. Разумно — этот стандарт является одним из спутников продвинутого бизнеса. Однако в первую очередь предпринимателя всегда интересуют инструменты, которые приносят прибыль. Сегодня мы разберемся, как сделать ISO 9001 именно таким инструментом.
Вполне вероятно, что вы пришли на эту страницу из «Яндекса», задав ему вопрос вроде «цена сертификата системы менеджмента качества ISO 9001». Вы видели выдачу – предложения об оформлении этого документа за 25-30 тысяч там соседствуют с совершенно демпинговыми ценами на уровне семи тысяч. Первая мысль при взгляде на это разнообразие – «чем дешевле, тем лучше». […]
Сейчас вы ждете, что автор начнет в очередной раз заваливать вас рассуждениями на тему того, как важна безопасность медицинской техники – и как значим в связи с этим стандарт ISO 13485:2016. Но этих рассуждений здесь не будет. Любой адекватный человек и так знает все это. Лучше обсудим более насущные вещи. Что должен привнести стандарт контроля […]
Настали тяжелые времена. Темная сторона управленческого консалтинга набрала максимальную силу. Кто-то скажет, что у светлой стороны уже вовсе нет шансов. Рабочая группа ISO ПК 280 больше не может надеяться на то, что консалтинг исправится сам. Эта отрасль должна быть уничтожена – и построена заново. Но удастся ли им выполнить свой замысел? I квартал 2017 года […]
Стандарт ГОСТ Р ИСО 22000:2007 регулирует безопасность пищевого производства. Это единственный внутрироссийский стандарт серии ИСО, внедрение которого является обязательным для всех профильных предприятий. Обратите внимание – именно внедрение, а не получение сертификата соответствия в установленном порядке. Сертификат ХАССП принесет вам дополнительные выгоды, о которых мы расскажем позже – но обязательным он не является. А вот […]
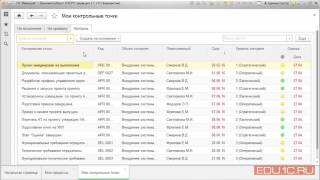
Программно-технологический комплекс (далее ПТК) «HACCP-Общепит» разработан на базе программы «Технолог-Кулинар» и полностью сохранил все функциональные возможности этой программы. В ПТК «HACCP-Общепит» добавлен новый раздел «Система HACCP», который является готовой системой HACCP. После установки программы пользователю нужно отредактировать в готовых документах название предприятия, ФИО руководителя, должности и ФИО сотрудников, членов рабочей группы HACCP.
Раздел Система HACCP предназначен для разработки и внедрения системы на предприятиях общественного питания и пищевых предприятиях, выпускающих кулинарную продукцию.
Раздел состоит из трёх частей

Раздел Структура системы HACCP состоит из папок и файлов. В разделе есть свой текстовый редактор, позволяющий создавать, форматировать и редактировать текстовые документы. Так же в текстовые документы можно вставлять таблицы и рисунки. Учитывая, что раздел Система HACCP имеет права доступа на просмотр, редактирование, добавление и удаление информации, у предприятий появляется возможность ведения электронного документооборота.

Журнал Входной контроль предназначен для описания процедуры приёмки и хранения сырья для производственного персонала. Описание проведения входного контроля и хранения сырья задаётся на каждое наименование сырья.
Для просмотра и печати Листа безопасности при входном контроле и хранении сырья нужно дважды кликнуть на нужном названии сырья. На экране отобразится документ, готовый для просмотра и печати.
1.1 Предварительный этап разработки системы ХАССП
В работе по разработке системы ХАССП можно выделить два этапа: предварительный и собственно разработка системы.
На предварительном этапе может работать как само предприятие, так и специалисты, приглашенные со стороны (они также могут заниматься непосредственной разработкой системы). Данный этап необходим для того, чтобы определить степень готовности предприятия к внедрению системы ХАССП. Объем работ будет зависеть от уровня технического оснащения предприятия.
Изначально руководство организации должно определить и документально оформить область распространения системы ХАССП применительно к определенным видам (группам или наименованиям) выпускаемой продукции и этапам ее жизненного цикла. Также необходимо наличие документированной краткой характеристики (составляется в произвольной форме) и организационной структуры предприятия.
Далее, руководство организации должно определить и документировать политику относительно безопасности выпускаемой продукции. Данная политика включает 3 составных элемента:
- декларирование целей в области обеспечения качества и безопасности продукции;
- методы достижения данных целей (внедрение прогрессивных технологий и т. д.);
- политику высшего руководства.
В целом, задачи данной политики сводятся к установлению сроков достижения поставленных целей, назначению исполнителей и выделению необходимых для этого ресурсов.
1.2 Создание рабочей группы
Руководство организации должно подобрать и назначить группу ХАССП, которая несет ответственность за разработку, внедрение и поддержание системы ХАССП в рабочем состоянии. Для этого на предприятии издается соответствующий приказ, подписанный руководителем. Состав группы, ее обязанности и организация работ должны быть документированы.
Формирование группы ХАССП может оказаться сложной проблемой, особенно для небольших предприятий. Тем не менее, лучше всего, если разработкой системы ХАССП будут заниматься несколько человек, так как ХАССП является всеохватывающей системой, и для ее разработки необходимо большое разнообразие знаний и опыта. В случае недостаточности на предприятии всех необходимых специалистов, необходимо предусмотреть возможность привлечения их из других организаций.
В составе группы ХАССП должны быть координатор (назначается высшим руководством) и технический секретарь. а также, при необходимости, консультанты соответствующей области компетентности, за каждым из которых закреплены определенные функции (координация работы группы, распределение работ и обязанностей, регистрация членов группы на заседаниях и т. д.).
Один из ресурсов, который предприятие должно использовать, это лицо, обученное ХАССП в соответствии с международными требованиями. Эти требования состоят в том, что такое лицо должно успешно пройти курс по применению семи принципов ХАССП. Прохождение таких курсов является составным элементом разработки плана ХАССП для конкретного продукта, а также элементом анализа документации. Такое лицо, обученное ХАССП не обязательно должно быть работником предприятия, на котором планируется введение системы ХАССП, но должно иметь возможность участвовать в разработке плана ХАССП и выполнять определенные функции, например, производить переоценку плана ХАССП на предприятии. Наличие обученного лица необходимо в связи с тем, что:
- необходимо отвечать на все вопросы, касающиеся системы, уметь все разъяснить остальным членам группы и работникам предприятия;
- после внедрения системы рабочая группа ХАССП становится группой внутреннего аудита;
- необходимо грамотно взаимодействовать с экспертами при сертификации системы.
Немаловажным является создание условий для эффективной деятельности рабочей группы. Эта обязанность возлагается на руководство предприятия, которое должно определить и своевременно предоставить группе ХАССП все необходимые для этого ресурсы (время и место для заседаний, анализа, самообучения и подготовки документов системы, средства на первоначальное обучение членов группы, доступ к источникам информации и т. д.).
1.3 Сбор и анализ первичной информации
Данный этап заключается в сборе рабочей группой ХАССП первичной информации по следующим объектам:
- продукции;
- производство (анализ территории предприятия, планов цехов (как действующих, так и экспертизу строящихся), а также блок-схемы производственных процессов);
- о соответствии действующих процедур регламентированным.
Для сбора необходимой информации о продукции следует выделить группы однородной продукции. Данные продукты могут отличаться по рецептуре или составу входящих ингредиентов. Но они должны иметь общность по физико-химическим свойствам и технологическому процессу их производства.
При сборе информации о продукции (однородной группе) необходимо первоначально составить полный ассортимент продукции и, при необходимости, классифицировать его по отдельным признакам, например, по способу упаковки (вакуумная и нет), способу нарезки (сервисная или порционная нарезка), виду оболочки (искусственная или натуральная) и т. д.
Затем необходимо проверить наличие всей необходимой нормативной документации на выпускаемый ассортимент (стандарты, технические условия, технологические инструкции), их подлинность (наличие синей печати или заверенной копии) и актуальность (т. е. наличие изменений к документации).
Все сведения о продукции необходимо упорядочить для проверок аудиторами ХАССП и предоставить в удобной для контроля и работы форме.
Сведения о продукции должны включать:
- наименование и обозначение нормативных документов, устанавливающих технические требования к продукции, т. е. стандарты или технические условия;
- наименование и обозначение основного сырья, пищевых добавок и упаковки, их происхождение, а также обозначения нормативных документов и технических условий которым они должны соответствовать;
- требования безопасности в соответствии с нормативными документами и признаки идентификации выпускаемой продукции;
- условия хранения и сроки годности в зависимости от условий хранения;
- известные и потенциально возможные случаи использования продукции не по назначению, а при необходимости — рекомендации по применению и ограничения в применении продукции, в том числе по отдельным группам потребителей (дети, беременные женщины, больные диабетом и т. п.) с указанием соответствующей информации в сопроводительной документации;
- возможность возникновения опасности в случае объективно прогнозируемого применения не по назначению.
Выпускаемая предприятиями пищевая продукция должна соответствовать определенным требованиям безопасности. Эти требования различны для каждого вида продукта, но среди них есть и общие. Перечень этих требований указан в нормативных документах (НД) на производимую продукцию. Идентифицировать готовую продукцию можно по признакам, также указанным в нормативной документации на продукцию (ТУ, ГОСТ). Данные об условиях хранения и сроках годности продуктов устанавливаются соответствующими СанПиН. В информации о продукции должны быть приведены все возможные условия и сроки хранения. Сроки годности и условия хранения различных добавок и материалов могут быть указаны в рекомендациях фирмы-изготовителя, а также на упаковке продукции, этикетках и ярлыках.
Эти сведения составляются на каждое наименование продукции. Если в цехе предусмотрен выпуск 9 наименований продукции, следовательно, необходимо наличие 9 комплектов таких форм.
При разработке системы ХАССП отдельные сведения о продукции можно представить в виде ссылок на соответствующие документы, а документы подшивать в приложения к разработанному плану ХАССП. Более целесообразно составить форму для заполнения.
Для учета вспомогательного сырья и материалов, используемых на предприятии целесообразно вести реестр. Он должен быть на машинном носителе для своевременной актуализации сведений. При указании места хранения разрешающих документов на используемые добавки следует указывать папку для хранения, которая должна иметь название.
После сбора всей необходимой информации о продукции, рабочая группа ХАССП преступает к сбору информации о производстве. которая включает анализ территории предприятия, планов цехов (как действующих, так и экспертизу строящихся), а также блок-схемы производственных процессов.
Анализ выполняется на соответствие проверяемых объектов регламентируемым документам.
Анализ территории
Анализ территории предприятия заключается в проверке того, что она соответствует требованиям установленных нормативных документов.
Предметом анализа является:
- проверка наличия и соответствия санитарно-защитной зоны;
- степень застройки территории и соответствие нормативному документу;
- наличие требуемого дорожного покрытия на территории и. т. д.
Начать необходимо с рассмотрения генерального плана предприятия, который обязательно должен быть в наличии. На проектируемом или действующем генеральном плане необходимо ограничить территорию предприятия, схематично указать все объекты с расшифровкой в экспликации, а также пути передвижения между объектами (дорожки и т. д.).
По окончании анализа рабочей группе необходимо составить перечень несоответствий требованиям, установленным в нормативных документах. Все выявленные несоответствия необходимо устранить.
Анализ планов цехов
Компоновка планов цехов проектируемого производства должна быть выполнена с соблюдением требований технологического процесса, санитарно-гигиенических требований, строительных норм и правил проектирования промышленных предприятий.
В цехе должны быть предусмотрены все необходимые, в соответствии с нормами технологического проектирования помещения. При анализе помещений необходимо оценить соответствие имеющихся помещений регламентируемым, а также убедиться в их рациональном размещении.
Планировка цехов должна исключать пересечение сырья и готовой продукции. Кроме этого необходимо исключить пересечение чистых и грязных ног.
Необходимо соблюдать четкое деление всех помещений на охлаждаемую и неохлаждаемую части. Помещения с минусовыми температурами располагают в изолируемом охлаждаемом контуре; с плюсовыми температурами вне охлаждаемого контура; с избытками явного тепла возле наружных стен здания.
Внутренняя отделка и конструкция дверей, окон, потолков, навесной арматуры должна исключать скопление загрязнений, образование плесени, выделение вредных веществ.
Не допускается наличие любых деревянных элементов в производственных цехах. Это связано с тем, что дерево со временем ветшает, разлагается, появляются различные мелкие щепки и занозы, которые могут стать угрозой безопасности готовой продукции. Кроме того, в мокром и гнилом дереве накапливаются патогенные микроорганизмы, что также недопустимо.
При анализе планов цехов необходимо собрать информацию о:
- пунктах санитарной обработки, расположении туалетов, умывальников, хозяйственно-бытовых зон;
- пунктах возможных загрязнений от сырья, смазочных материалов, хладагентов, поддонов, персонала.
После выполненного анализа на плане цеха необходимо выделить чистую зону, вход и выход в которую должен осуществляться только через санпропускник.
Границы чистой зоны должны быть указаны как на плане цехе, так и реально в производстве. Для обозначения чистой зоны в производственных условиях можно использовать указательные таблички, либо ограничить ее конструктивно. На плане цеха чистую зону можно показать, выделив ее отличительным цветом. Внутри чистой зоны можно произвести дифференциацию по степени чистоты. Также схематично необходимо показать движение сырья, людей и готового продукта, установленное оборудование.
Блок-схемы производственных процессов
Технологическая блок-схема является простым схематическим рисунком процесса производства продукции. Она должна быть адекватной, точной, четко и понятно отражать реальные технологические процессы, применяемые на предприятии. При построении блок-схемы используют специальные принятые обозначения. Все операции, указанные в блок-схеме, должны быть пронумерованы.
Наилучший способ убедиться в том, что составленная схема точна – это обход рабочей группой ХАССП всего предприятия и проверка того, что все этапы и процессы, выполняемые на предприятии при производстве продукта, включены в технологическую схему. Это очень важно, так как аудиторы или инспекторы проверяют точность и полноту схемы именно таким образом.
По окончании анализа для подтверждения его выполнения необходимо составить отчет. Наиболее удобно представить его в виде таблицы. Также необходимо собрать информацию о:
- периодичности и объеме контроля параметров технологического процесса (схеме производственного контроля);
- процедурах уборки, дезинфекции и дератизации, а также гигиене персонала;
- порядке технического обслуживания и мойки оборудования и инвентаря;
- петлях возврата, доработки и переработки продукции;
- системе вентиляции и др.;
При наличии несоответствий и отклонений в процедурах от регламентированных норм – все несоответствия должны быть устранены.
1.4 Анализ и оценка рисков
Риск – это сочетание вероятности появления неблагоприятного события и тяжести его последствий.
Анализ риска заключается в оценке вероятности его возникновения и тяжести его последствий. Существует много методов такой оценки. При их выборе следует сочетать экспертные и расчетные.
Анализ проводят по трем видам опасностей: микробиологические, химические, физические.
Для проведения анализа микробиологических и химических опасностей нельзя ограничиться требованиями СанПиНа. Следует учесть все опасности, которые могут попасть с сырьем, водой, воздухом, упаковочными материалами, оборудованием, инвентарем и т. д. Необходимо учесть и те опасности, которые могут возникнуть в результате превращений компонентов сырья. Например, при окислении жиров образуются перекиси, вредные для здоровья человека; при расщеплении белков образуются амины – токсичные соединения. Поэтому, необходимо иметь достаточно много информации и ее источников, чтобы дать объективную оценку всех возможных опасностей.
Также можно воспользоваться периодической литературой, справочной и специальной литературой, учебными пособиями и книгами, научными публикациями, электронными источниками информации. Чем шире будет представленный список опасностей, тем убедительнее он будет выглядеть для эксперта при сертификации системы. Такой список может включать достаточно много опасностей, но после проведенного анализа в нем останется гораздо меньше учитываемых опасностей. Всю собранную информацию целесообразно оформить в виде таблицы.
1.5 Разработка планово-предупреждающих действий
Включает разработку и документирование таких процедур, как аудит поставщиков, входной контроль*, идентификация и прослеживаемость продукции*, контроль испытаний продукции (в т. ч. отбор проб), управление несоответствующей продукцией*, контроль технологической дисциплины*, техническое обслуживание и ремонт оборудования*, поверка и калибровка средств измерения*, мойка инвентаря и дезинфекция технологического оборудования, соблюдение правил личной гигиены, уборка помещений, сбор мусора и отходов, борьба с грызунами, насекомыми и другими вредителями, обучение персонала, прием посетителей*.
Для процедур, отмеченных значком * на предприятии должны быть свои документы. Для остальных процедур могут быть инструкции или ссылки на соответствующие документы.
Аудит поставщиков
Он заключается в дифференцированном подходе к поставщикам сырья и материалов. Так как качество и безопасность готовой продукции зависит от качества и безопасности поступающего сырья, необходимо выделить среди поставщиков тех, кто поставляет качественные сырье и материалы, и нет.
Входной контроль
Входной контроль на предприятии необходимо осуществлять.
Необходимо составить перечень продукции, подлежащей входному контролю.
В случае неудовлетворительного результата контроля продукция возвращается поставщику или отбраковывается. Все данные о результатах контроля заносятся в журнал входного контроля.
Идентификация и прослеживаемость продукции
Заключается в разработке системы отслеживания, позволяющей обеспечивать идентификацию поступающих от непосредственных поставщиков сырья и материалов, а также первичный маршрут распределения конечной продукции.
Контроль испытаний продукции (в т. ч. отбор проб)
Методы контроля и отбора проб описаны в нормативной документации на соответствующую продукцию, поэтому при их документировании достаточно сослаться на соответствующие нормативные документы.
Очень важно, чтобы отбор проб исключал попадание опасных факторов в испытуемые образцы во время данной процедуры.
Управление несоответствующей продукцией
Осуществляется на этапе контроля, процесса производства или приемочного контроля и испытаний готовой продукции. Если по каким-либо причинам продукция не соответствует установленным для нее требованиям, необходимо иметь документально оформленную процедуру обращения с такой продукцией. К таким процедурам относятся возврат, доработка, утилизация продукции или перевод ее в другую ценовую категорию.
Контроль технологической дисциплины
Контролю подвергается соблюдение трудовой, технологической дисциплины и санитарно - гигиенических требований.
Для его проведения необходимо составить графики проверки и контроля.
По результатам проведенного контроля в случае обнаружения нарушений необходимо давать предписание по их устранению. Следующий по графику контроль должен начинаться с проверки выполнения предписания предыдущего контроля.
Техническое обслуживание и ремонт оборудования
ППР, паспорта на каждую единицу оборудования.
Мойка инвентаря и дезинфекция технологического оборудования, соблюдение правил личной гигиены, уборка помещений и сбор мусора и отходов, борьба с насекомыми и другими вредителями, обучение персонала осуществляются в соответствии с действующими санитарными правилами. Поэтому при их документировании можно сослаться на санитарные правила.
Прием посетителей
Данная процедура также должна быть документирована. На предприятии должна быть составлена инструкция по приему посетителей. В ней необходимо предусмотреть выделение резервной одежды, назначить ответственное за прием посетителей лицо и др. Для наглядности отдельные пункты инструкции можно разместить при входе в помещения цеха в виде памятки, для того, чтобы посетители смогли самостоятельно с ней ознакомиться и следовать в соответствии с данной инструкцией.
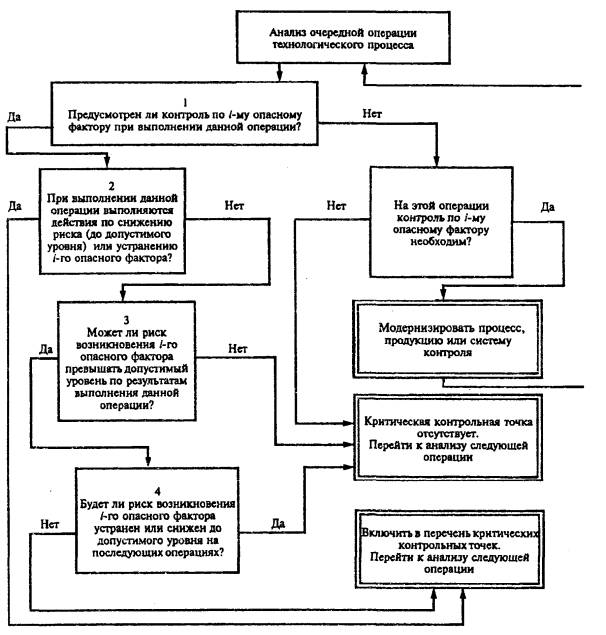
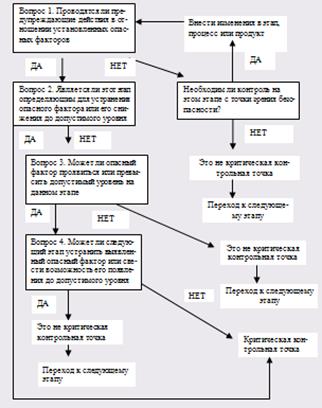
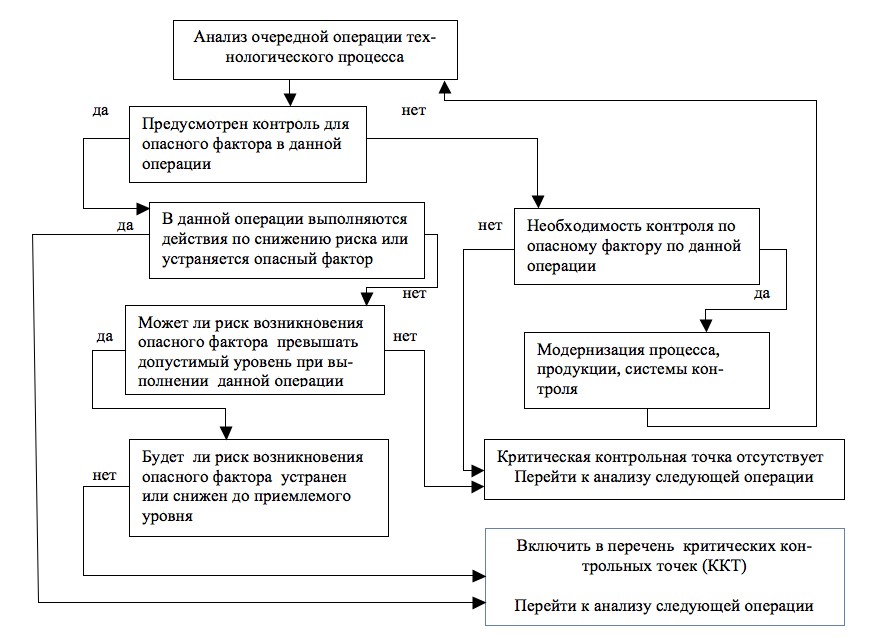
1.6 Определение Критических Контрольных Точек
Критическая контрольная точка (или критическая точка управления) – это этап обеспечения “безопасности пищевой продукции”, на котором можно и важно осуществить мероприятие по управлению с целью предупреждения, устранения или снижения до приемлемого уровня опасности, угрожающей безопасности пищевой продукции.
Существует два варианта возникновения ККТ.
- на этапе, где происходит уничтожение опасности
- на этапе, где происходит предупреждение роста опасности
Для определения ККТ необходимо произвести пооперационный анализ технологического процесса и выявить контроль, который является критическим. Это и будет ККТ. Анализу подвергаются только те опасности, которые, по результатам анализа опасных факторов были признаны учитываемыми.
Количество ККТ зависит сложности и вида продукции и производственного процесса, попадающих в область анализа. Результаты анализа оформляются в виде таблицы. Такая таблица составляется на каждую учитываемую опасность.
На реально действующих предприятиях с учетом разнообразия технологических процессов и большого числа анализируемых опасностей количество ККТ может доходить до 60, 100 и более.
Для уменьшения количества ККТ необходимо производить их объединение. Объединение ККТ производится по следующим принципам:
- точки, в которых контроль выполняется одним и тем же исполнителем;
- точки, в которых контролируются одни и те же параметры по единой методике.
Результат объединения оформляется в виде двух таблиц:
- Таблица 1 – Перечень исходных ККТ;
- Таблица 2 – Перечень объединенных ККТ.
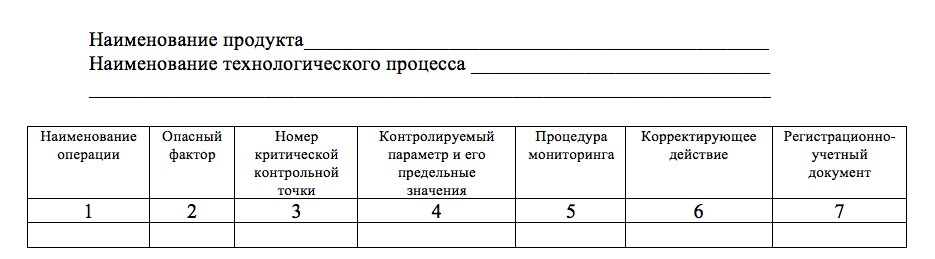
1.7 Разработка плана ХАССП
Данный этап является заключительным этапом разработки системы ХАССП на предприятии.
План ХАССП представляет собой набор рабочих листов ХАССП.
Рабочий лист оформляется документально в виде таблицы для каждой ККТ.
Если по результатам объединения выявлено 12 ККТ, то на предприятии должно быть 12 рабочих листов. Рабочие листы должны находиться на тех рабочих местах технологического процесса, которые являются ККТ.
В рабочие листы заносится информация об описании опасностей, мероприятиях по управлению, критических пределах, процедурах мониторинга, коррекции или корректирующих действиях, о распределении ответственности и полномочий и ведении записей при мониторинге.
Информация, занесенная в рабочие листы ХАССП, должна строго соответствовать реальной ситуации, поэтому рабочей группе необходимо очень внимательно подойти к вопросу выбора ответственных лиц, тщательно продумать процедуру мониторинга и корректирующих действий. Важность правильного выбора ответственных лиц заключается и в том, что корректирующее действие необходимо производить как можно быстрее, необходимо оперативно реагировать на отрицательные результаты мониторинга. Для осуществления мониторинга необходимо знать предельные значения контролируемых параметров. Данные значения указываются в рабочем листе ХАССП. Для фиксирования результатов корректирующих действий необходимо иметь документ, например журнал учета корректирующих действий, где будет регистрироваться процедура проведения корректирующих действий.
1.8 Проведение проверок
Для подтверждения соблюдения всех требований, необходимых для функционирования системы ХАССП на предприятии необходимо проведение регулярных проверок.
Проверка производится путем аудита. Аудит может быть внутренним и внешним. Внешний аудит осуществляется потребителем и при сертификации системы. Все документы, составляемые рабочей группой при разработке системы (по выбору и анализу опасностей, по определению ККТ и т. д.), являются документами, подтверждающими выполнение всех необходимых требований, и используются при проведении внешнего аудита.
Внутренний аудит осуществляется рабочей группой ХАССП, которая автоматически становится группой внутреннего аудита после разработки системы ХАССП на предприятии.
Для осуществления аудита руководитель группы должен выделить на предприятии отдельные подразделения (лаборатория, склады и т. д.). Для каждого подразделения необходимо составить ежегодный план проверок. В плане необходимо указать график проверок и конкретные объекты проверки в каждом подразделении.
По окончании проверки составляется акт, в котором указываются объекты проверки и выявленные несоответствия, которые необходимо будет устранить. Акт заполняется в двух экземплярах. Один экземпляр отдается руководителю подразделения, где происходила проверка, второй – руководству предприятия.
Каждая новая проверка начинается с анализа результатов предыдущей проверки.
Сейчас на сайте
Сейчас один гость и ни одного зарегистрированного пользователя на сайте


























Учебно-курсовой комбинат. Разработка, продвижение и сопровождение В. Шугаев
All Rights Reserved © 2016